图1-47是吊钩凹模,材料设定为45钢(材料假定与实际生产有差异),加工工艺如下,试求钻孔、镗孔及铣削的切削参数。
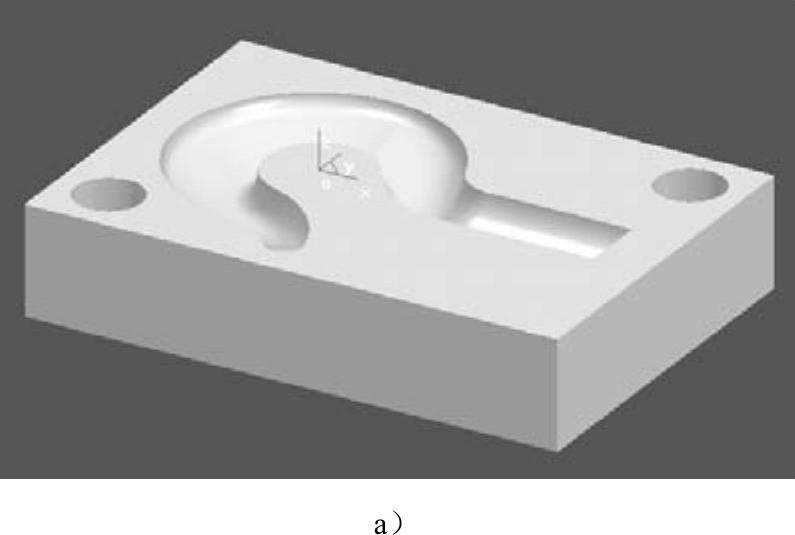
图1-47
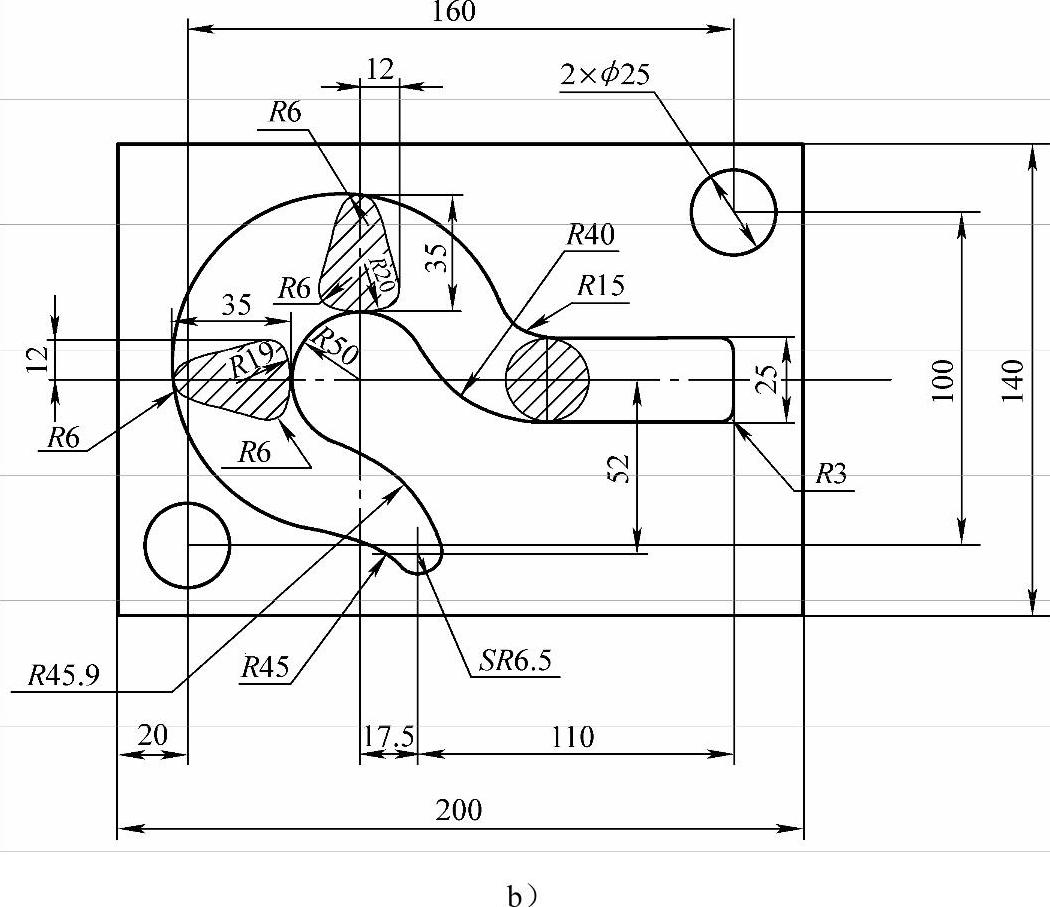
图1-47(续)
a)零件图b)零件尺寸图
1.加工图1-47中的导柱孔(2×φ25)
1)钻中心孔。
2)安装φ12mm钻头并对刀,设定刀具参数,钻通孔。
3)安装φ22mm钻头并对刀,设定刀具参数,钻通孔。
4)安装镗刀并对刀,设定刀具参数,选择程序,粗镗孔,留0.50mm单边余量。
5)实测孔的尺寸,调整镗刀,半精镗孔,留0.10mm单边余量。
6)实测孔的尺寸,调整镗刀,精镗孔至要求尺寸。
2.铣吊钩型面
1)粗加工型面。用φ12~14mm立铣刀进行等高加工,余量为1mm。
2)半精加工型面。安装R5mm球刀半精铣,留0.10mm余量。
3)精加工型面。安装R3mm球刀半精铣至要求尺寸。
解:设定所有刀具的材料为高速钢。45钢的强度约为600MPa。
1)φ12mm钻头的切削参数。
查附录A,取vc为15m/min、fz为0.2mm/r,则可得主轴转速n和进给速度vf为
vf=nf=nfzz=(398×0.2×3)mm/min=239mm/min
2)φ22mm钻头的切削参数。
查附录A,取vc为15m/min、fz为0.3mm/r,则可得主轴转速n和进给速度vf为

vf=nf=nfzz=(217×0.3×3)mm/min=195mm/min(https://www.daowen.com)
3)粗镗的切削参数。
查附录A,取vc为15m/min、fz为0.35mm/r,则
vf=nf=nfzz=(199×0.35×1)mm/min=70mm/min
4)半精镗的切削参数。
查附录A,取vc为15m/min、fz为0.15mm/r,则
vf=nf=nfzz=(193×0.15×1)mm/min=29mm/min
5)精镗的切削参数。
查附录A,取vc为100m/min、fz为0.12mm/r,则

vf=nf=nfzz=(1274×0.12×1)mm/min=153mm/min
6)粗铣的切削参数。
查附录A,取vc为20m/min、fz为0.12mm/r,则

vf=nf=nfzz=(531×0.12×3)mm/min=191mm/min
7)半精铣的切削参数。
查附录A,取vc为25m/min、fz为0.08mm/r,则
vf=nf=nfzz=(637×0.08×3)mm/min=153mm/min
8)精铣的切削参数。
查附录A,取vc为35m/min、fz为0.04mm/r,则
vf=nf=nfzz=(1062×0.04×3)mm/min=127mm/min
上述的切削参数是通过理论计算的,实际生产中应根据企业具体设备情况做适当调整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





