【摘要】:如图1-45所示,一般可根据以下两种情况进行选择:①加工深槽或不通孔时:l=H+2式中 l——铣刀切削刃长度;H——槽深尺寸。②加工外表面或通孔、通槽时:l=H+r+2式中 r——铣刀端刃圆角半径。
1.面铣刀大小的确定
标准可转位面铣刀直径为16~630mm,应根据侧吃刀量ae选择适当的铣刀直径,尽量包容工件整个加工宽度,以提高加工精度和效率,减小相邻两次进给之间的接刀痕迹,并保证铣刀寿命。可转位面铣刀有粗齿、细齿和密齿三种。粗齿铣刀容屑空间较大,常用于粗铣钢件;粗铣带断续表面的铸件和在平稳条件下铣削钢件时,可选用细齿铣刀;密齿铣刀的每齿进给量较小,主要用于加工薄壁铸件。
2.立铣刀大小的确定
立铣刀尺寸的选择一般按下述经验数据选取。
1)刀具半径R应小于零件内轮廓面的最小曲率半径,一般取最小曲率半径的80%左右。
2)零件的加工高度H≤(1/6~1/4)R,R为刀具的半径,以保证刀具具有足够的刚度。
3)粗加工内轮廓面时(图1-44),铣刀最大直径D可按式(1-1)计算:
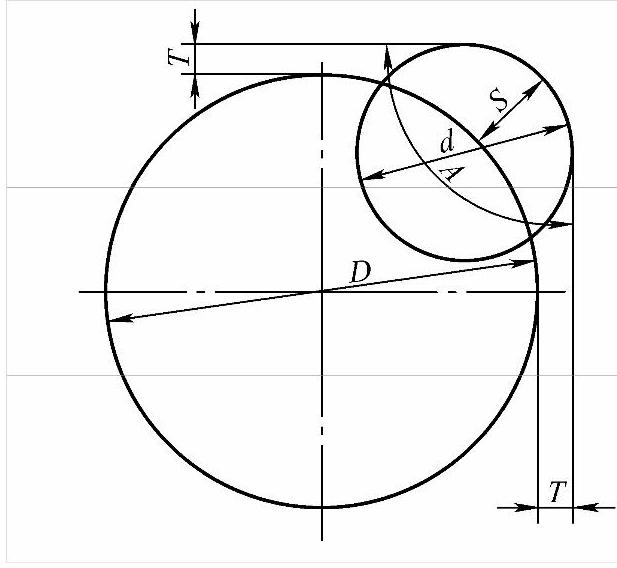
图1-44
D=[2(SsinA/2−T)]/(1−sinA/2)+d (1-1)
式中 d——轮廓的最小凹角直径;
S——圆角邻边夹角等分线上的精加工余量;
T——精加工余量;(https://www.daowen.com)
A——圆角两邻边的夹角。
4)铣刀刃长的选择。为了提高铣刀的刚性,对铣刀的刃长应在保证铣削过程不发生干涉的情况下,尽量选较短的尺寸。如图1-45所示,一般可根据以下两种情况进行选择:
①加工深槽或不通孔时:
l=H+2
式中 l——铣刀切削刃长度(mm);
H——槽深尺寸(mm)。
②加工外表面或通孔、通槽时:
l=H+r+2
式中 r——铣刀端刃圆角半径(mm)。
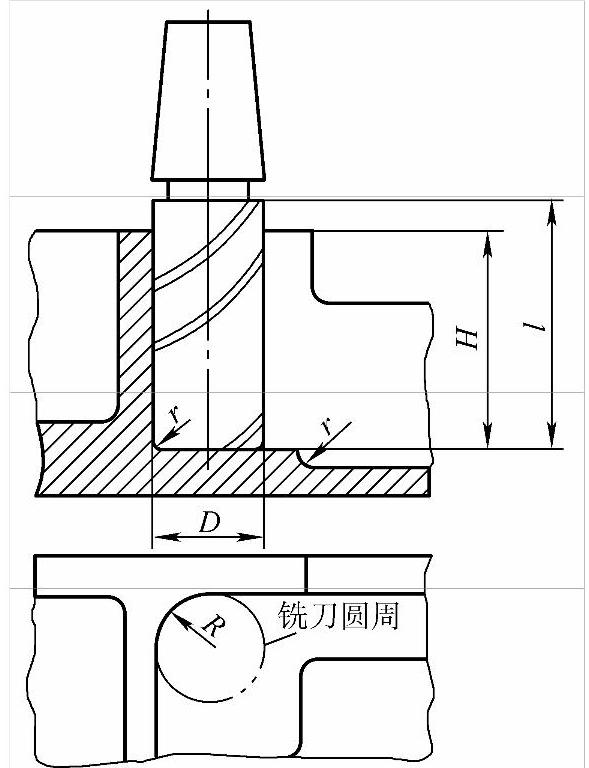
图1-45
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





