【摘要】:;中间可以编制n段加工程序,以完成零件的加工任务N160M02;M02表示加工程序结束2.数控加工代码1)准备功能。准备功能又称G功能或G指令,是用来指令机床进行加工运动和插补方式的功能。不同的数控系统,G指令的含义不同。
1.数控加工程序的结构
数控加工程序的结构如下:
O0001;O为机能指定程序号,每个程序号对应一个加工零件
N010 G54 G17 G80 G40;G54建立加工坐标系,分号表示程序段结束
N020 G90 G00 X50 Y60;G90使用绝对坐标系,G00表示快速直线移动
N030 G01 Z150 F300;
N040 G01 X105 Y250 F200;
…;中间可以编制n段加工程序,以完成零件的加工任务(www.daowen.com)
N160M02;M02表示加工程序结束
2.数控加工代码
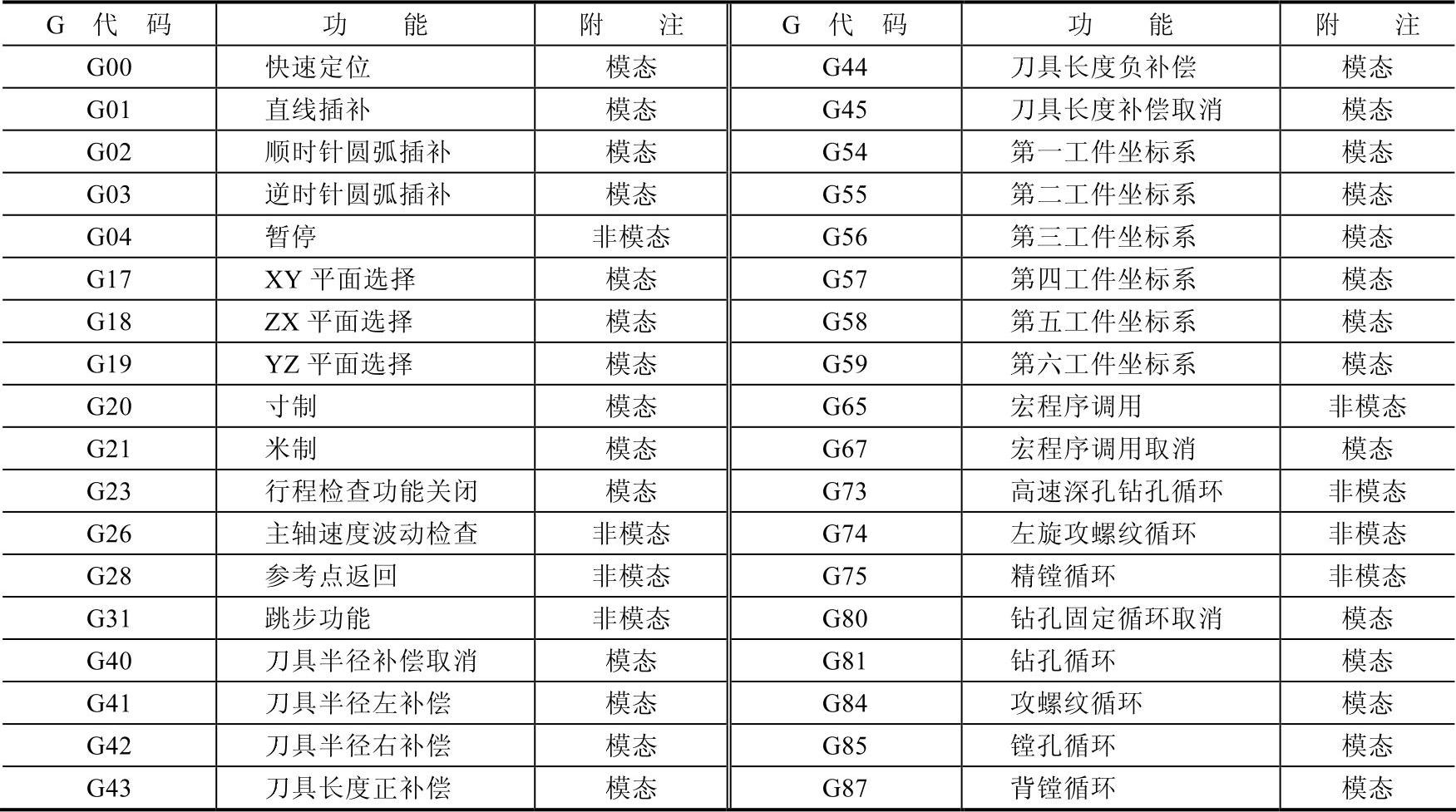
1)准备功能。准备功能又称G功能或G指令,是用来指令机床进行加工运动和插补方式的功能。不同的数控系统,G指令的含义不同。表1-1为日本FANUC的常用G指令及说明。
表1-1
2)辅助功能辅助功能代码不多,理解起来也不困难,但却是编程过程中不可缺少的部分,如果运用不当,会对加工产生很大的影响。机床用S代码来对主轴转速进行编程,用T代码来进行选刀编程,其他可编程辅助功能由M代码来实现。常用的M代码有M00(程序暂停)、M01(程序选择暂停)、M02(程序结束)、M03(主轴正转)、M04(主轴反转)、M05(主轴停止)、M08(切削液开)、M09(切削液关)、M98(调用子程序)、M99(子程序调用结束并返回到主程序)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




