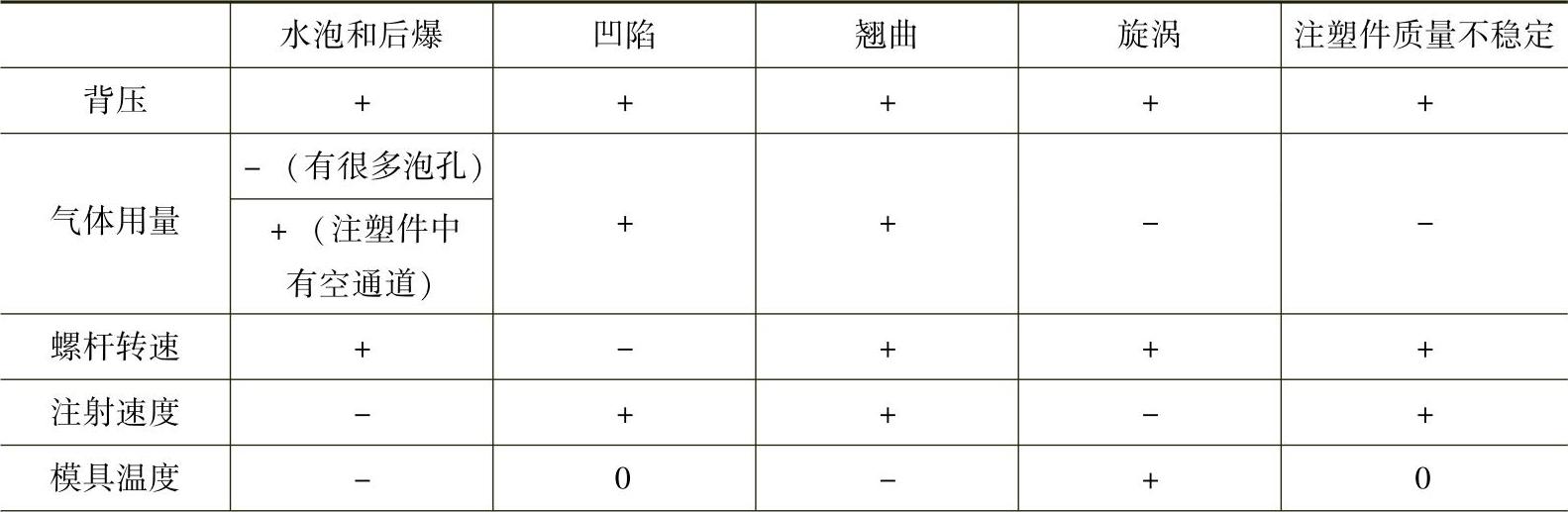
微孔注射成型出现的问题主要是与加工有关的注塑件的一些典型缺陷,其中大多数已经在参考文献[6]中进行了讨论。但是,参考文献[6]中提出的所有表面问题实际上是加工问题。表6-12给出了解决这些问题的方向。下面将讨论每一个问题。
表6-12 微孔注射成型工艺出现的问题及其解决方案
(续)
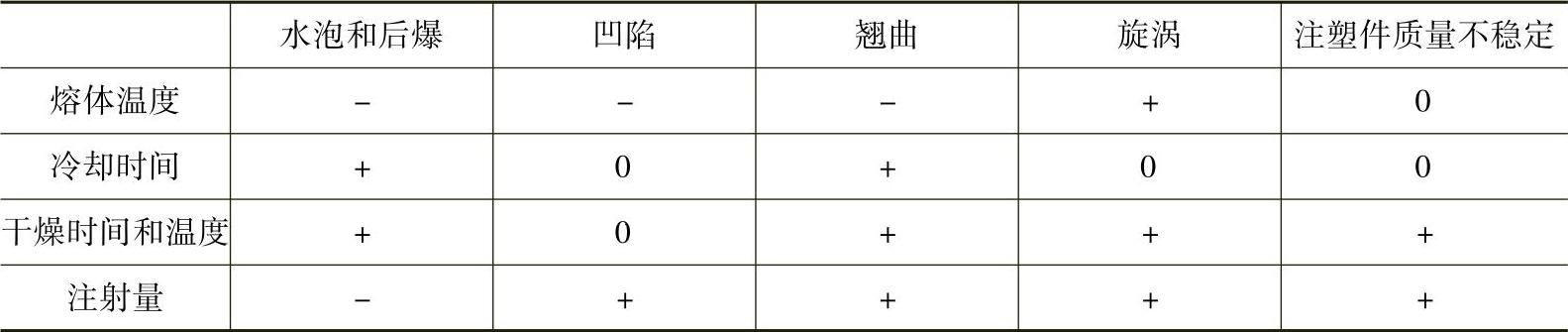
注:+—增大参数设定值;-—降低参数设定值;0—参数变化对其没有影响。
1.水泡和爆裂
水泡和爆裂主要是指一定压力下产生的大空隙,其产生的主要原因是气体从溶液中逸出,因此,最有效的方法是保证第一阶段在机筒内将单相溶液制备得很好。背压需要设置得很高,将气体保持在溶液中。此外,需要将螺杆转速提高,进而得到高剪切速率,将气体在螺杆中混合好。为了控制爆裂,熔体温度、模具温度和注射速度都应该低,减少气体爆裂的能量。有时还需要减小注射量,留下更大的空间进行发泡。
在两种不同的现象中需要考虑气体用量。一个是注塑件中的空通道,这是缺气的表现。所以,为了解决注塑件中的空通道问题,应该增加气体用量。而另一方面,气体太多,也有可能产生气包。可以发现,大的空隙周边环绕着小的气泡。那么,就需要减少气体用量,消除水泡和爆裂。如果出现后爆,则应调整冷却时间,因为后爆是冷却时间太短造成的。
湿气是表面产生气泡另一个可能的原因,需要遵从材料供应商提供的基本干燥要求进行干燥,表6-11中给出了干燥条件的范围。
2.凹陷(https://www.daowen.com)
凹陷的产生是由于注射量不足。所以,第一个解决方案就是增加材料用量或者是增加注射量。如果只是很小的凹陷,那么可能要尝试一些其他办法。其中之一是提高背压,这不仅有助于加速气体计量,而且能够得到更为致密的材料,这样,即使是同样体积的高密度材料也有可能已经产生了凹陷问题。在降低螺杆转速得到密度更大的注射体积或者提高注射速度将更多的熔体注入模具时,其解决凹陷问题的原理是一样的。此外,降低熔体温度也能得到更为致密的材料。不过,模具温度和冷却时间对这种解决方案的贡献不大。
气体压力不足或者泡孔长大也可能导致凹陷的产生。如果试样的SEM照片显示出的泡孔很少,那么就需要增加气体用量,得到好的泡孔结构。
3.翘曲
微孔注塑件所产生的翘曲现象一般比传统注塑件轻。但是,如果泡孔结构差,翘曲可能会严重一些。为了改善微孔泡沫的泡孔结构,螺杆回位背压、气体用量和注射速度都要提高。熔体温度和模具温度最好降低,以冷却得更好。那么,在注塑件被推到模具中后,冷却时间更长,将泡孔定型,使注塑件固实,具有很高的刚性。有时,减重太多,会使注塑件变软,在这种情况下就要增加注射量,使注塑件有足够的刚性抵抗翘曲。
4.旋涡
旋涡是微孔泡沫的特征,只能是控制其最小的深度和尺寸。第一阶段的质量是将模具中的旋涡最小化的关键。所以,混合和气体扩散加速时螺杆转速和螺杆回位背压一般都很高。但是,只要泡孔结构可以接受,气体用量低,旋涡就小。慢注射常常会在表面产生小旋涡。众所周知,模具温度高有助于烫平泡沫粗糙的表面,与低温模具相比,得到的微孔注塑件表面相对光滑。此外,模具温度低可能会产生大象皮表面。
冷却时间可能对表面的旋涡没有影响。但是,可能需要增加注射量,这样注塑件表面上的泡孔就比较少。在用质量分数为0.1%的N2将模具填充99%时,可能产生好的表面。在低残留应力和无表面凹痕是微孔成型追求的主要目标时,这是微孔注射成型的又一个应用,能产生低密度泡孔。
5.注塑件质量的不稳定性
注塑件质量的不稳定性是一个复杂的问题,这可能与多个工艺参数有关。主要原因是气体计量不稳定,这时要通过提高螺杆转速、增大背压和注射量来进行改进。有时气体用量太高,局部强化可能导致物料在螺杆上打滑,这样,每个成型周期时,含气体的注射料就不恒定。所以,气体用量低,有助于稳定成型过程。模具温度和熔体温度不是影响注塑件质量稳定性的重要因素。同样的原因,冷却时间也与注射件质量稳定性无关。
现在的注射成型机会给出注射压力和注射速度曲线,控制慢速—快速—慢速注射速度曲线有助于保持每一个成型周期的注射量相同。必须保证每一周期所注射的材料量相同。对于螺杆转速曲线也是同样的原因,一般是慢速—快速—慢速曲线,这样有助于每一个周期时螺杆停留在同一位置处。所有这些都是保持注射量恒定的重要措施。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





