众所周知,与未填充材料相比,在同样的加工条件下,填充材料中的异相成核能得到更好的泡孔结构。第2章中批处理的很多实验结果都证明,对于所有材料,这一结论都成立。另一方面,实际的注射成型过程表明,异相成核对提高加工性能和得到好泡孔结构都有利。
图6-16a表明,未填充PA6材料的泡孔尺寸在50μm左右,泡孔密度低。而图6-16b所示的33%(质量分数)玻璃纤维增强PA6的泡孔尺寸在10~50μm,而且泡孔密度要高得多。这一结果证明了这一结论,即要得到与未填充材料一样质量的泡孔结构,玻璃纤维有利于降低气体用量,因为添加玻璃纤维后需要成核的气体比较少。
还有一个典型应用实例是用滑石粉填充的PP材料。图6-17a表明,未填充PP的泡孔不均匀,尺寸为10~100μm;而图6-17b所示的是用20%(质量分数)滑石粉填充的PP的泡孔尺寸在10~50μm之间变化。
玻璃纤维(图6-16)与其他填料如滑石粉等(图6-17)改善成核效果的比较表明,玻璃纤维的效果好于其他填料。
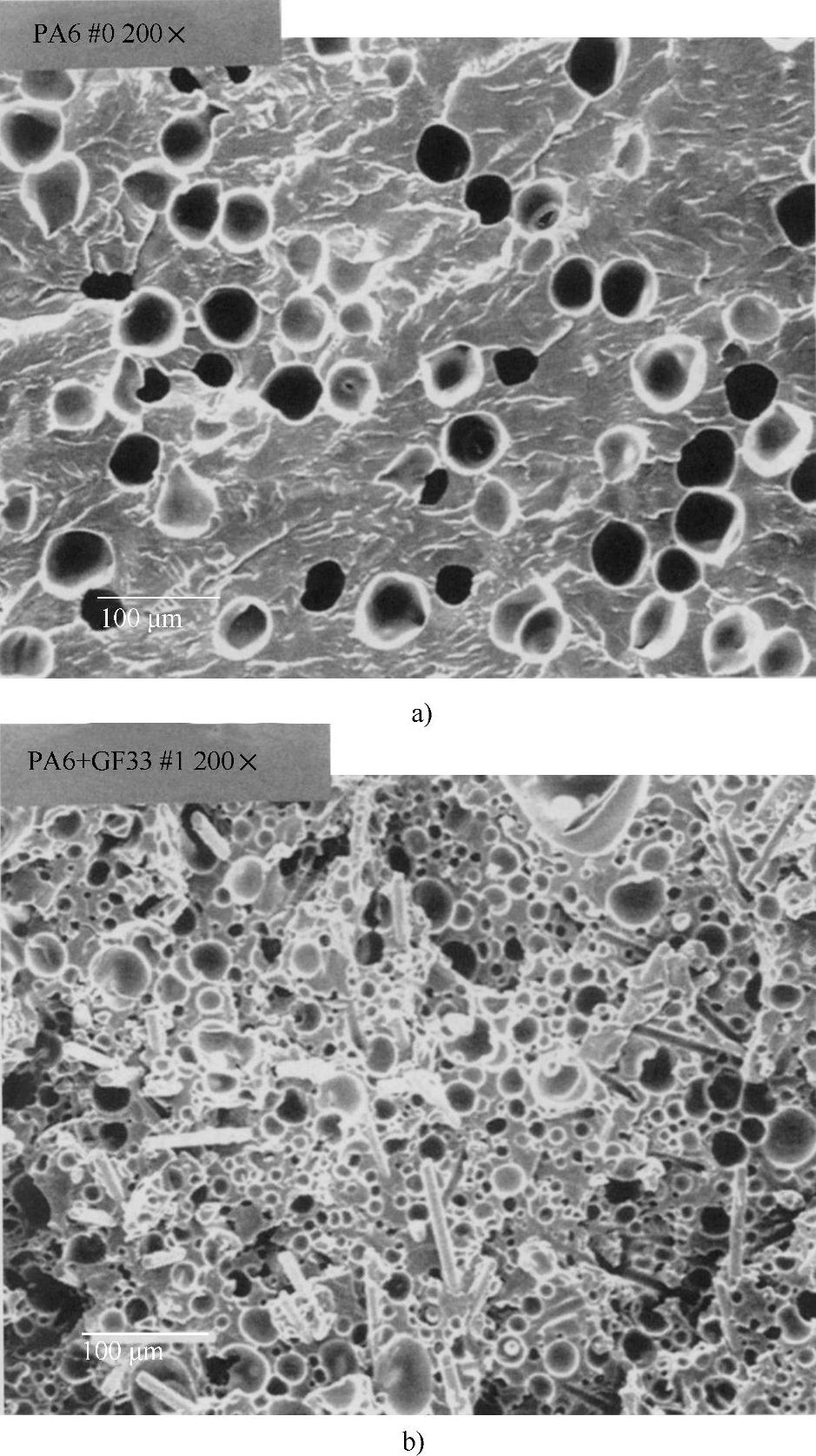
图6-16 PA6材料的泡孔结构(标尺100μm)(https://www.daowen.com)
a)PA6 b)PA6+GF33
总的来说,上述结果再次表明,填充材料得到了更好的泡孔结构,这是因为其加工条件中的成核速率与未填充材料的一样。此外,填充材料能够大幅度降低得到理想成核速率的最低注射速度。很明显,异相成核需要的压力降速率远低于均相成核。此外,还有可能带来节能方面的好处,因为填充材料要求的注射速度低,从而降低了最大注射速度时的能耗峰值。另外,填充材料所需的气体用量也减少了,这意味着成型稳定,因为气体用量高时,需要更精确地控制气体计量和混合。
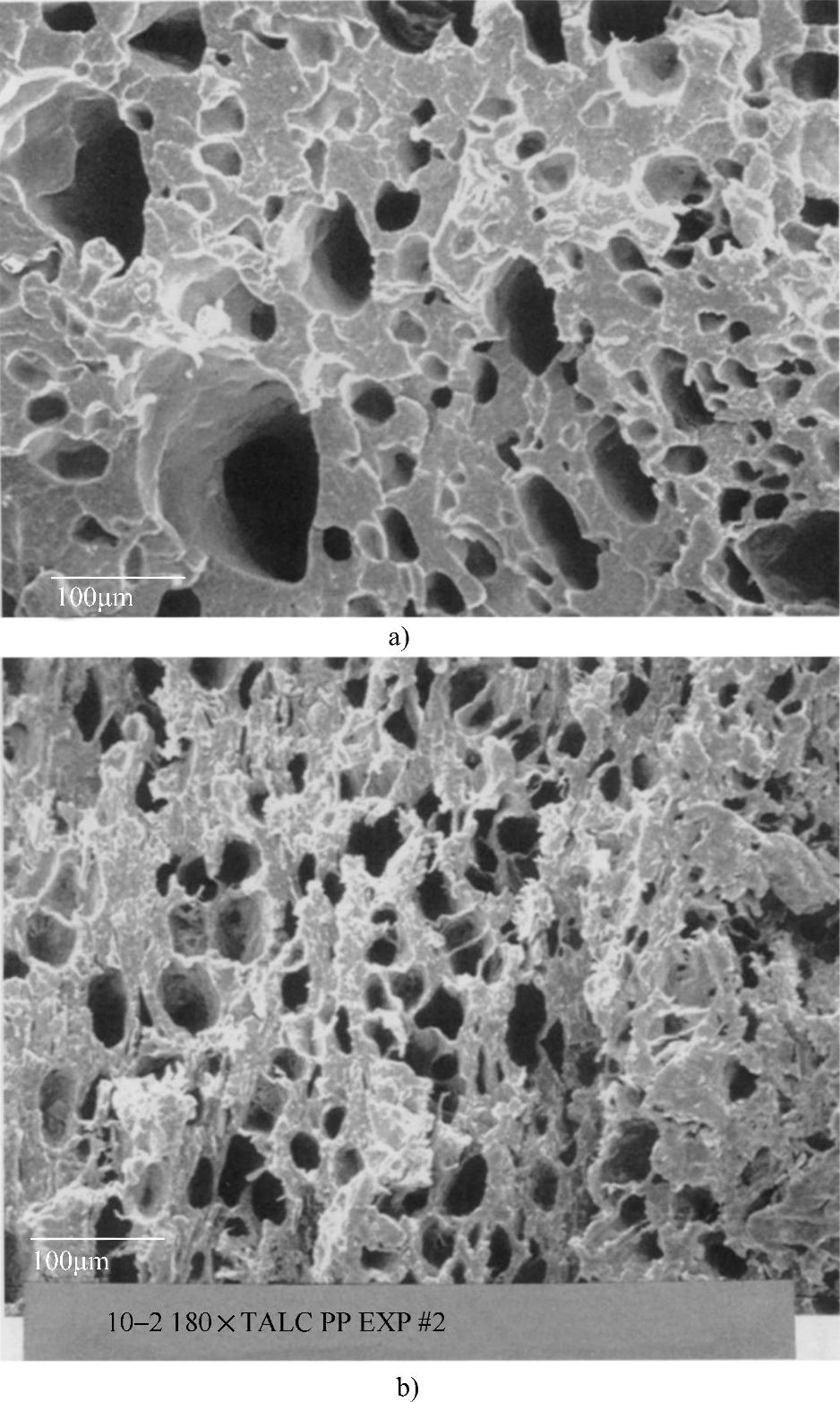
图6-17 PP材料的泡孔结构(标尺100μm)
a)未填充PP b)20%(质量分数)滑石粉填充PP
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





