总的趋势是,小泡孔结构能提高冲击强度[9,16,23]。不仅微孔注射成型如此,挤出成型试样和批处理试样都得到了同样的结论,即小泡孔能提高冲击强度。Lee和其他人都给出了PVC-R试样减重30%时的冲击强度。结果表明,冲击强度随着泡孔的减小而提高,如图5-13[8]所示。结果来自批处理试样,证实了高的冲击强度源自小泡孔。另一方面,图5-13所示数据实际上是测试结果,反映了试样中泡孔尺寸的主要影响,但没有表层或者表层与芯层间界面的影响。Shimbo和他的研究团队也证明,未填充PET、PP和PC微孔注塑件的泡孔小,泡孔密度高,能使拉伸强度提高(仅在发泡注塑件间进行比较)[37]。但是,如果将发泡注塑件与未发泡注塑件进行比较,即使泡孔很小,总的趋势也是强度下降。进一步讲,在泡孔尺寸≤3μm时,发泡注塑件的拉伸强度几乎与未发泡的相当[38]。此外,泡孔表面积的增加会使分子取向,进而影响强度的提高[37]。未发泡塑料与发泡塑料的表面积之比可以按下式估算[37]:
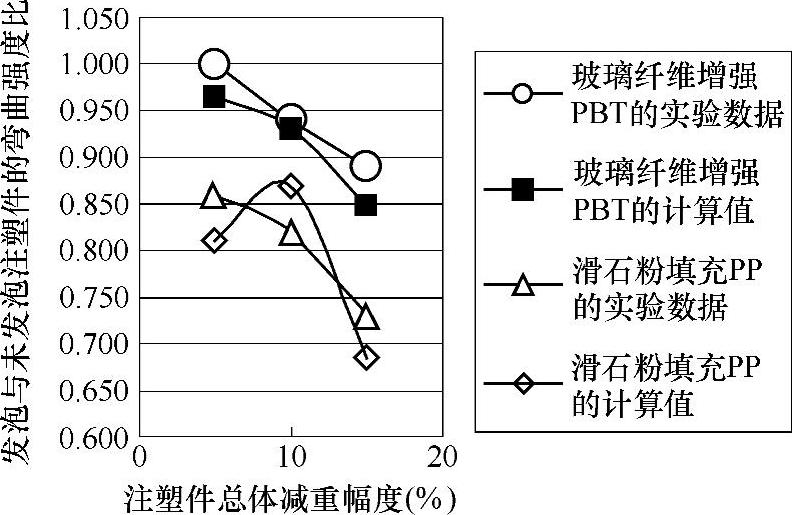
图5-12 20%(质量分数)滑石粉填充PP和30%(质量分数)玻璃纤维增强PBT在整体减重幅度不同时,发泡与未发泡试样冲击强度之比[19](得到美国塑料工程师协会版权许可)

式中 SS——未发泡立方体的表面积;
SF——发泡立方体的表面积;
m——发泡倍率;
dcell——平均泡孔尺寸;(www.daowen.com)
acube——计算发泡注塑件表面积时要测量的立方体的长度。
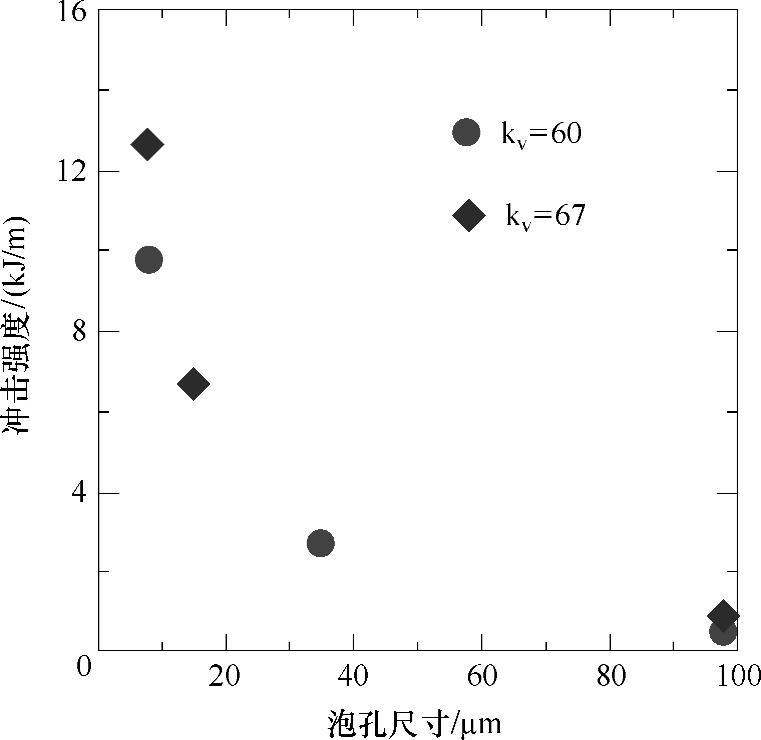
图5-13 PVC-R微孔注塑件中泡孔尺寸对冲击强度的影响(得到Trexel的允许)
根据式(5-14),表面积之比SF/SS=103的条件是:acube=10mm,m=2,dcell=10μm。这就是说,与未发泡注塑件相比,发泡注塑件的表面积增加了1000倍[37]。
Shimbo的研究也表明,泡孔尺寸为1μm的PET微孔注塑件的拉伸强度在发泡倍率为2倍时保持了80%左右[37],这是小泡孔微孔注塑件性能的巨大提高。
有可能用增强材料如玻璃纤维等在一定的结构条件和加工条件下使微孔注塑件具有更高的弯曲强度和冲击强度。例如,30%(质量分数)玻璃纤维增强PBT微孔注塑件与未发泡注塑件的弯曲强度之比为1.05。Kumar的研究表明,PET微孔注塑件在减重高达40%时仍保持了原材料90%以上的冲击强度[38]。Kumar的数据可以由式(5-12)来验证,因为高泡孔密度大幅度提高了冲击强度。在Kumar的论文中,作为一个可见的事实,30%(质量分数)玻璃纤维增强PBT或PET微孔注塑件的SEM照片展现出了超小、超大数量的泡孔[39]。另外一个原因可能是,与未发泡注塑件相比,纤维取向得以改变,这可能是增强材料微孔注塑件性能提高最为重要的原因。为了预测这种有利的性能提高,在今后的研究中在数学模型中需要考虑结构模型。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




