增强材料通常指的是玻璃纤维填充材料。用玻璃纤维填充的典型材料是PA、PBT等。此外,碳纤维、天然纤维和金属纤维是塑料的特种增强材料。填充材料是填料如滑石粉和矿物质等填充的材料。总之,所有填充材料都适用于微孔注射成型。本章用SEM只讨论增强材料的泡孔形态结构,因为肉眼可见泡孔间的玻璃纤维。填充材料的泡孔形态类似于增强材料。一般来说,填充材料的泡孔仅仅好于未填充材料。
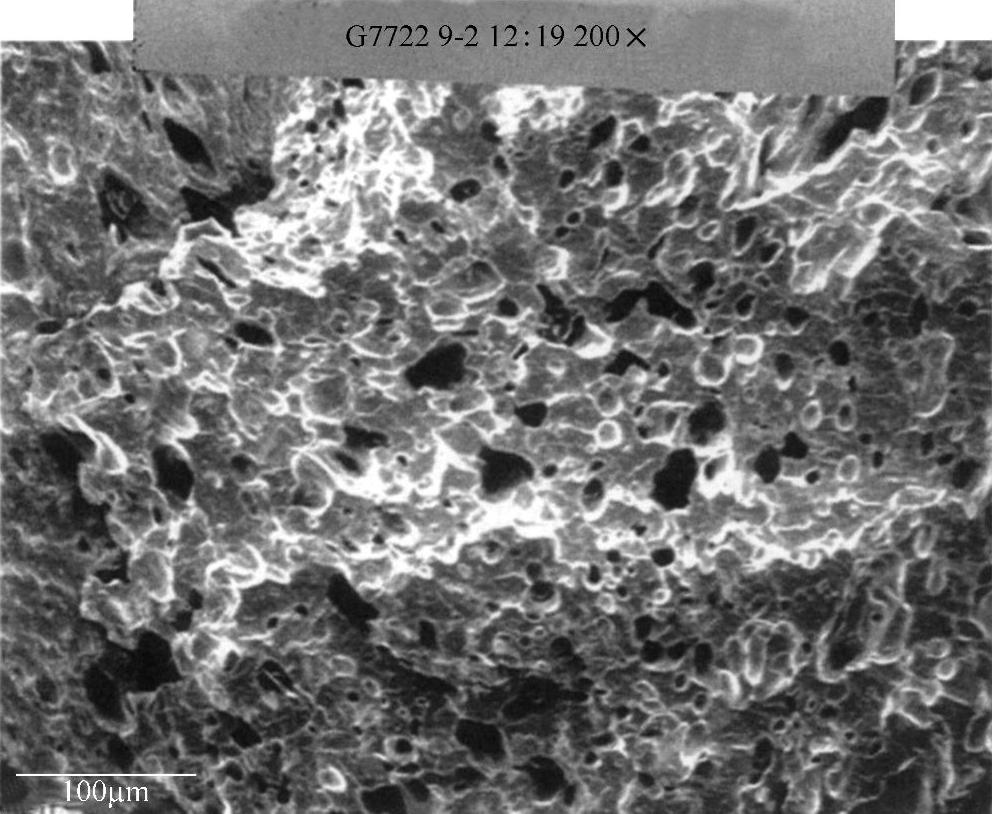
图3-8 N2发泡的TPE(Kraton G-7722)的形态结构(标尺100μm,减重20%)
填充材料和增强材料都得益于异相成核和泡孔长大。最终的微孔结构可能会受到尺寸、分布、取向和第二相或多相界面能的影响。然而,在异相成核占支配地位的材料中仍然有一些均相成核区。均相成核区的成核不如异相区有竞争力,因为气体极易扩散进低能区。事实上,分子取向、结晶和高应变区产生了界面,因此均相材料也可能表现出异相材料的行为。
图6-16b所示为33%(质量分数)玻璃纤维增强PA6的形态结构,厚度方向上遍布着微孔结构,但泡孔尺寸在5~100μm之间变化。玻璃纤维增强PA6和PA66材料一般也非常适合于微孔注射成型。
图3-9所示为25%(质量分数)玻璃纤维增强的POM形态结构的SEM照片,泡孔结构也十分优异。尽管也有一些大的泡孔,但大多数泡孔都均匀分布于纤维周围。图3-9中的POM与图6-16b中的PA6之间的差异表现在泡孔尺寸均匀性方面。POM试样的泡孔尺寸也有变化,但变化范围仅仅是图6-16b中试样泡孔尺寸的一半。POM和PA6试样的另外一个明显优势是纤维解取向,两者都表现出了优异的玻璃纤维解取向性能。
碳纤维增强、Teflon填充的PC配混物形态结构复杂,其试样断面的SEM照片如图3-10所示,可以看出,试样仍然有优异的泡孔结构,平均泡孔尺寸约为15μm。泡孔周围的白色圆圈是Teflon。观察到的有趣现象是Teflon在泡孔膨胀过程中被驱赶,聚合物中的大部分Teflon都迁移到表面,这对于需要Teflon减小摩擦、提高润滑作用从而提高印刷质量的注塑件表面来说是有益的。然而,这也有可能产生另外一个问题,即每周清洗模具时都有非常多的Teflon附着在模具表面上。Teflon是一种低摩擦材料,为聚合物和纤维之间提供额外的润滑作用。一些碳纤维比另外一些白,这说明Teflon可能附着在一些碳纤维上了。此外,Teflon也有可能影响一些泡孔的成核和长大,因为在图3-10中有些泡孔边缘呈现出明显的白色。根据观察,试样的表层富含Teflon。因此,表层结构看起来很复杂。纯PC的表层和发泡芯层之间有明显的表层厚度和边界,而该试样中则没有明显的表层。对于PC中混有Teflon-碳纤维的微孔泡沫而言,这将是未来形态结构研究的新课题。
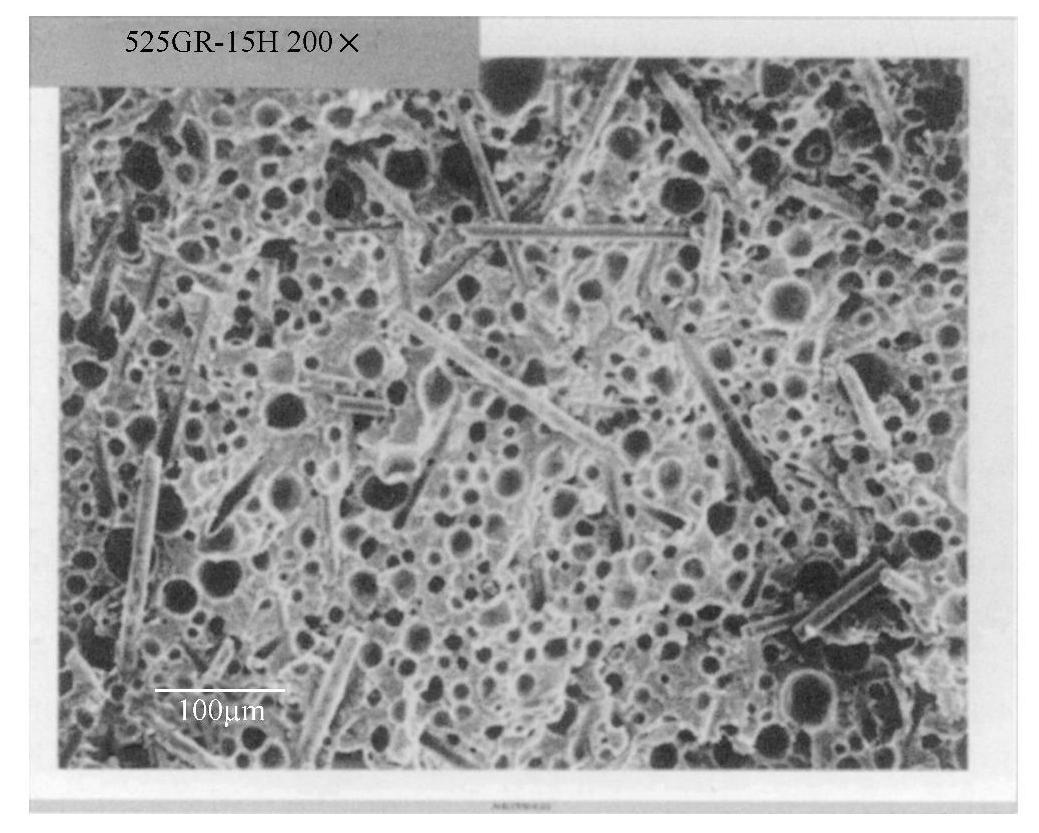
图3-9 25%(质量分数)玻璃纤维增强的POM形态结构的SEM照片(标尺100μm)[6](发泡剂N2,dp/dt=2.6×1010Pa/s,减重15%。经美国塑料工程师协会版权许可)(www.daowen.com)
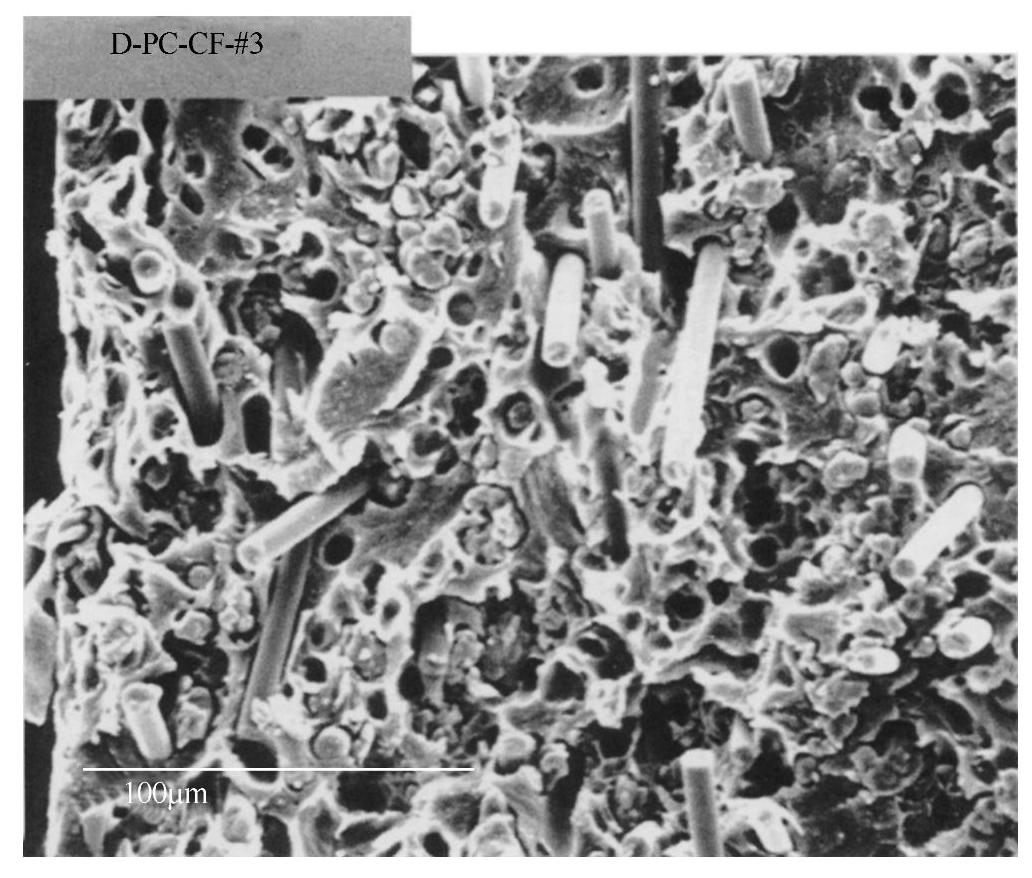
图3-10 N2作发泡剂的20%(质量分数)碳纤维增强与1%(质量分数)Teflon填充PC的形态结构(标尺100μm)
另一种理想的增强材料是PBT,无论其中玻璃纤维的含量是多少,它都易于制备出泡孔结构优异的微孔注射成型注塑件。如果除了减重程度外其他加工条件都不变且都用N2发泡,则减重15%时,30%玻璃纤维增强PBT的SEM照片表明,平均泡孔尺寸为15μm,泡孔密度Nf=8×108个泡孔/cm3;减重4%时,由于泡孔长大所剩空间少,平均泡孔尺寸大约为45μm。此外,减重少,泡孔密度也低,只有4.2×106个泡孔/cm3。玻璃纤维在PBT微孔注塑件中的解取向也很明显。PBT试样中的纤维解取向解释了为什么有时玻璃纤维增强PBT微孔注塑件的物理性能好于未发泡玻璃纤维增强PBT。因此,玻璃纤维增强微孔PBT的高力学性能实际上得益于玻璃纤维的解取向,而非发泡材料本身。
所有玻璃纤维和碳纤维增强的微孔注射成型注塑件都表明纤维总是处在泡孔间的壁上。这就意味着泡孔在纤维周围产生,而不是在纤维的同一个点处产生。这样,纤维仍然被未发泡材料牢牢夹持着,而不是在注塑件的泡孔或缝隙内。这可以解释为什么大多数玻璃纤维和碳纤维增强的微孔注塑件保持的原有力学性能好于未填充的同样材料。
目前纳米粘土填充材料在塑料行业迅速发展。研究发现,纳米粘土有助于促进气体溶于聚合物熔体中。PA6纳米复合材料的XRD数据表明,熔体中的气体也有助于纳米粘土颗粒在气体-聚合物混合物中的进一步分散[7]。泡孔形态结构的比较表明,PA6纳米复合材料的泡孔只有15μm,而纯PA6的泡孔大约为70μm[8,9]。这是因为纳米粘土在熔体中起到了异相成核的作用。同样的原因,滑石粉和矿物质填充的材料也得到了类似的结果。微孔泡沫中的纳米粘土非常小,以至于泡孔微结构的SEM照片的放大比太小,看不到纳米粘土。因此,大多数SEM照片只能显示出泡孔结构[8,9],纳米粘土在聚合物中的分布可以通过透射电子显微镜(TEM)观察[8-10]。
一般来说粘土的添加量都非常低,只有0.5%~2%(质量分数)[10]。CO2和N2都成功地用于微孔纳米复合材料的制备。但N2是生物聚合物微孔材料更为常用的发泡剂,因为其在机筒中的计量比较容易控制。而且,在相同的材料中得到类似的泡孔结构时,CO2气体的用量比N2要多得多。
另一方面,塑料的结晶度对纳米粘土对泡孔形态的影响也有很大的作用[10]。在CO2发泡的PE-HD/粘土纳米复合材料泡沫中,结晶度对泡孔形态和力学性能的影响非常明显,不能忽视。Jo和Naguib[10]发现在PE-HD/粘土纳米复合材料中添加纳米粘土仅在低结晶度时有效。纳米粘土使泡孔尺寸和泡孔分布随着结晶度的降低变得更为均匀。此外,泡孔随着PE-HD/粘土纳米复合材料中的粘土用量增加或结晶度提高而减小。结晶度提高时,PE-HD/粘土纳米复合材料的韧性也降低。但粘土用量明显增加时,结晶度对泡孔尺寸变化的影响减弱[10]。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




