共混物和配混材料是多相材料。气体在熔融聚合物中的过饱和度较低时[1],泡孔优先在相界面处成核。气体过饱和度高时,均相成核和异相成核会在多相材料中同时发生,但以异相成核为主。
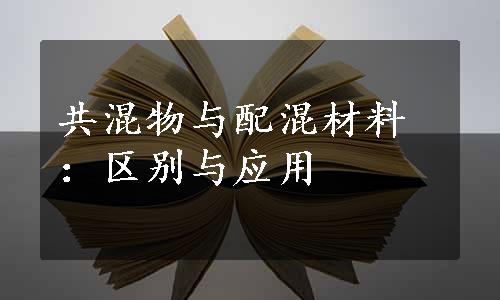
市场上典型的共混材料是PC/ABS,实际上这是一种很好的微孔注塑件用材料,因为其有助于产生异相成核作用。图3-7a给出了其优异的泡孔结构,平均泡孔尺寸为10μm,泡孔均匀分布在PC/ABS注塑件中。采用与图3-7a所示试样相同的PC/ABS共混材料,在相同的加工条件下,将富气体材料对空注射而不是注入模具中,得到对空注射试样。图3-7b给出了对空注射试样的微孔形态结构,泡孔尺寸为3μm,很小,而且均匀地分布在整个试样中。这就证明,如果在整个注射期间压力降速率保持恒定,泡孔长大控制得很好,那么就可以得到比目前注射成型技术要好得多的理想微孔泡沫。尽管图3-7中的泡孔尺寸看似均匀,但整个注塑件的泡孔分布仍然不均匀,即使对于非常好的微孔注射成型注塑件,这也是一种很常见的形态。如果泡孔尺寸均匀但泡孔在聚合物基体中的分布不均匀,那么泡孔间壁厚一般也不均匀。这可能与螺杆混合性能和充模过程中的成核均匀性有关。
配混材料的应用正在不断增加。Kraton G-7722是一种医药注塑件,使用的是典型的TPE配混料。已经尝试用微孔注射成型来解决医用注塑件高成本、低加热加压性能及要求严格等问题。Kraton G-7722共混物的形态结构如图3-8所示,泡孔尺寸不均匀,而且泡孔不是球形的。图3-8所示的整体泡孔结构仍属于微孔范畴。为降低成本,试样减重大约20%。加工条件是:熔体温度为420℉,模具温度100℉,N2用量大约为0.8%(质量分数),注射速度为0.076m/s,柱塞直径为40mm。
另一种常用配混材料是PVC。不同种类的PVC配混物形态各异。图3-21给出了三种不同气体发泡时批处理工艺得到的微孔PVC-R试样。所有配混物通常都是不相容聚合物的混合物。共混物中的泡孔可能沿着界面边界形成。因此,配混物混合均匀时也可能产生均匀的泡孔分布。(www.daowen.com)
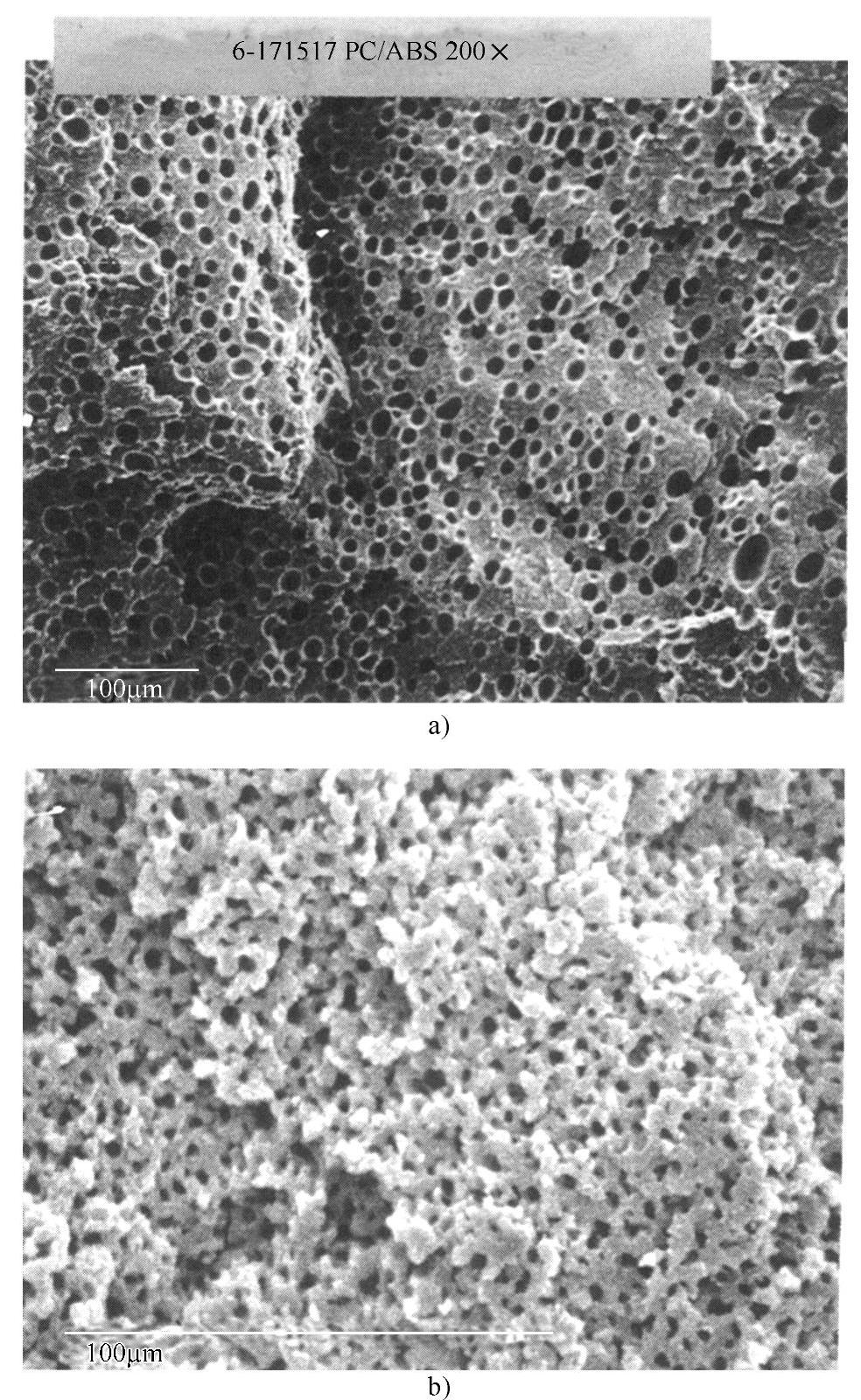
图3-7 注射成型的PC/ABS试样的微孔形态结构(标尺100μm,N2发泡)
a)注射成型注塑件 b)对空注射试样
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







