
1.洛氏硬度的检测范围
钢铁工件淬火和回火后的硬度、表面淬火和回火后的硬度,以及渗碳、淬火和回火的硬度等,通常是用洛氏硬度检测。此外,在采用不同压头和试验力时,洛氏硬度即可检测硬度很低的非铁金属及其合金的硬度,也可检测硬度很高的硬质合金等的硬度。因此,洛氏硬度的检测范围十分广泛。
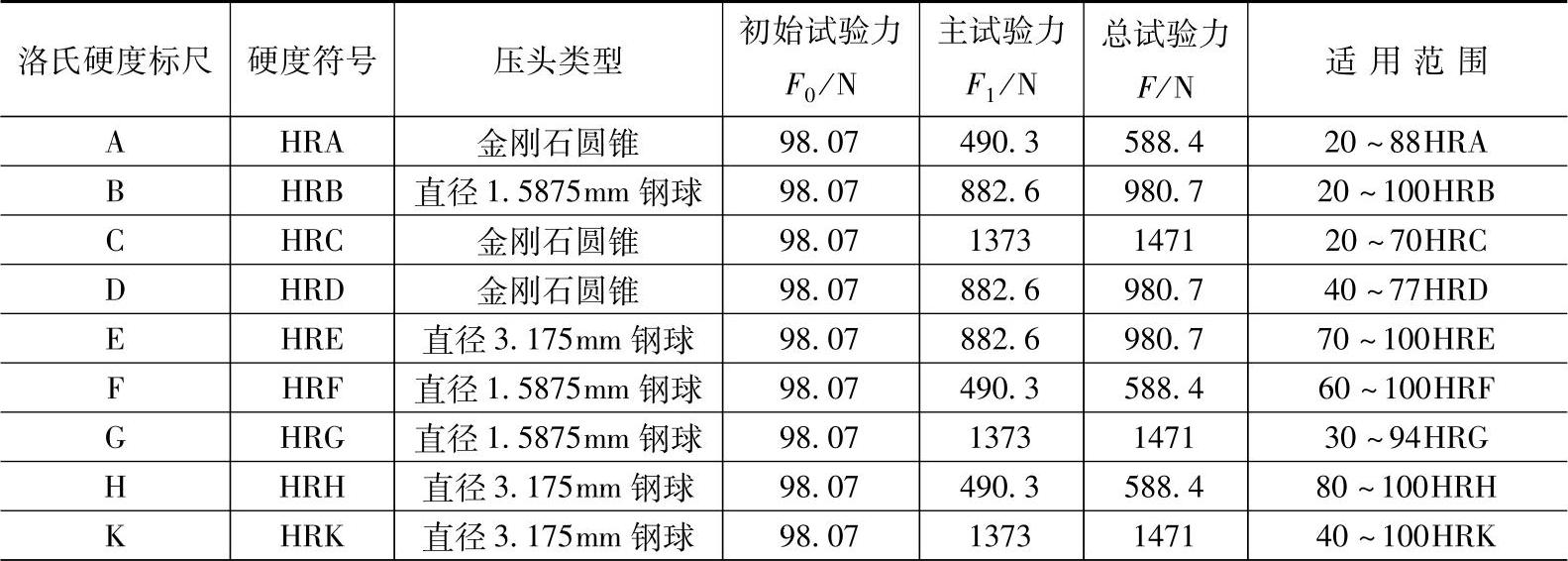
为了能用同一硬度计检测由极软到极硬材料的硬度,可采用不同的压头和试验力组成15种不同的洛氏硬度标尺,如表74所示。
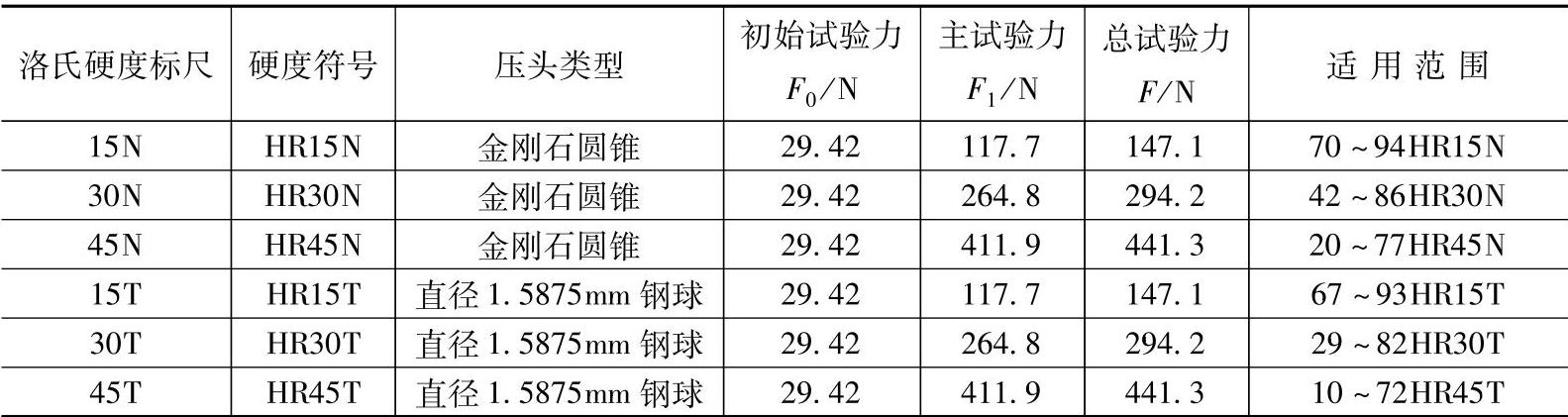
表74 各种洛氏硬度标尺的试验条件和适用范围(GB/T230.1-2009)
(续)
2.洛氏硬度检测的特点
1)由于洛氏硬度计有硬质、软质多种不同的标尺和压头,因此,检测时不存在压头变形问题。
2)压痕小,对一般工件不造成损伤。
3)操作简便,可以立即得出数据,工作效率高。
4)采用不同硬度级所测得的硬度,无法像布氏硬度那样可以统一比较。
5)由于压痕小,对于有粗大组织的材料,检测结果不具代表性。因此,有粗大组织的材料不宜用此法进行检测。
3.洛氏硬度检测注意事项
1)首先将被检工件的受检面和支撑面用砂纸或细砂轮磨平,并不得有氧化皮、脱碳层和磨痕、刀纹等。
2)检测曲面时,要根据被检测工件直径将所测得值按表7-5、表7-6所示进行修正。(www.daowen.com)
表7-5 凸圆柱面工件洛氏硬度(用金刚石压头试验,A、C和D标尺)修正表

注:大于3HRA、3HRC和3HRD的修正值太大,不在表中规定
表7-6 凸球面上C标尺洛氏硬度修正表

3)检测平面时,被检测工件厚度不得小于0.7mm。在同一处检测两次硬度时,两个压痕的中心距或压痕中心与工件边缘的距离不小于3mm。
4)在更换新压头或工作台后,第1次测得的硬度值不予计算,且每件应至少检测3点取其平均值。
5)检测硬度时,如果工件在受载状态下发生移动或振动时应停止检测,并重新调整工件位置,将其与工作台对好,使之正确接触。
6)检测工件硬度的位置和方法分别如图72和图7-3所示。
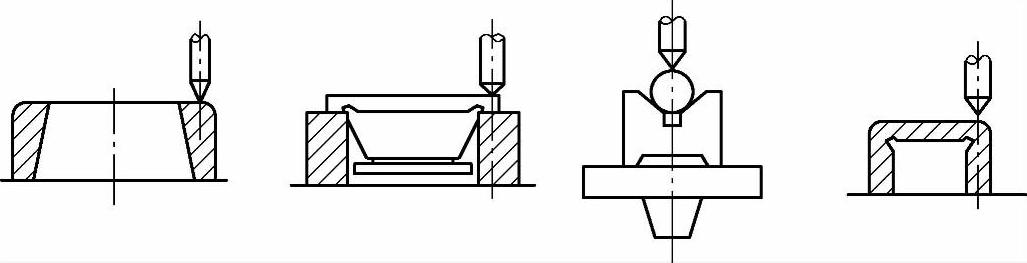
图7-2 检测工件硬度的位置示意图
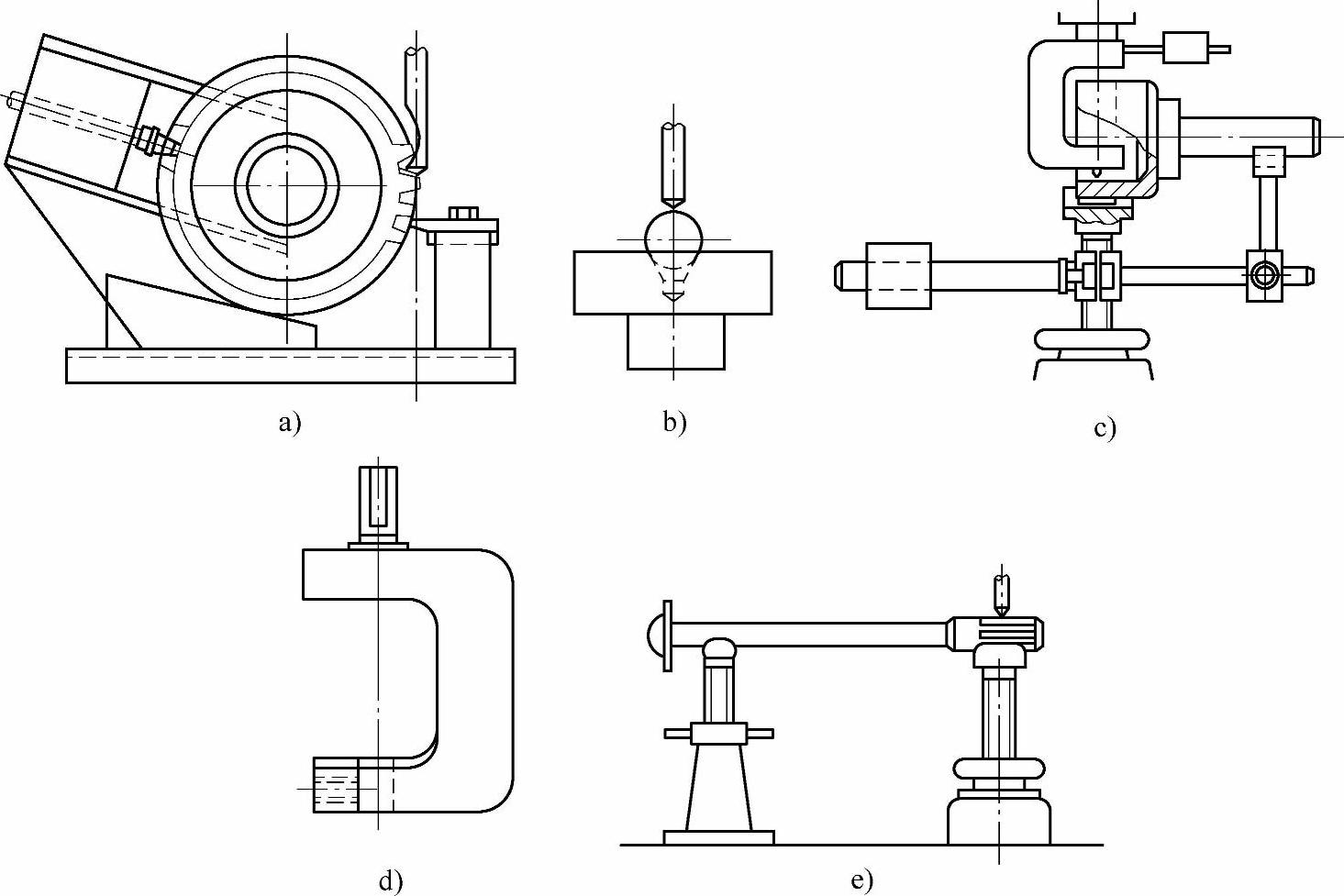
图7-3 检测工件硬度的方法示意图
a)齿面硬度试验装置 b)钢球硬度试验胎模 c)长工件内表面硬度试验装置 d)小型工件内表面硬度试验弯头压头装置 e)半轴和长的工件硬度试验顶架
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






