1.原材料和毛坯的硬度检测方法和评定依据
原材料和铸、锻件毛坯的硬度检测,通常用布氏硬度(HBW)检测。检测部位和评定是否合格的依据为铸、锻件毛坯图样或工艺文件的规定。如果只给出单一硬度值时,则硬度范围可为±15HBW。
2.布氏硬度检测注意事项
1)硬度检测前,应将工件表面清理干净,去除氧化皮、脱碳层及毛刺等,使检测处光亮平滑,表面粗糙度Ra≤0.8μm,即在测量放大镜下可以清晰地显示压痕边缘。
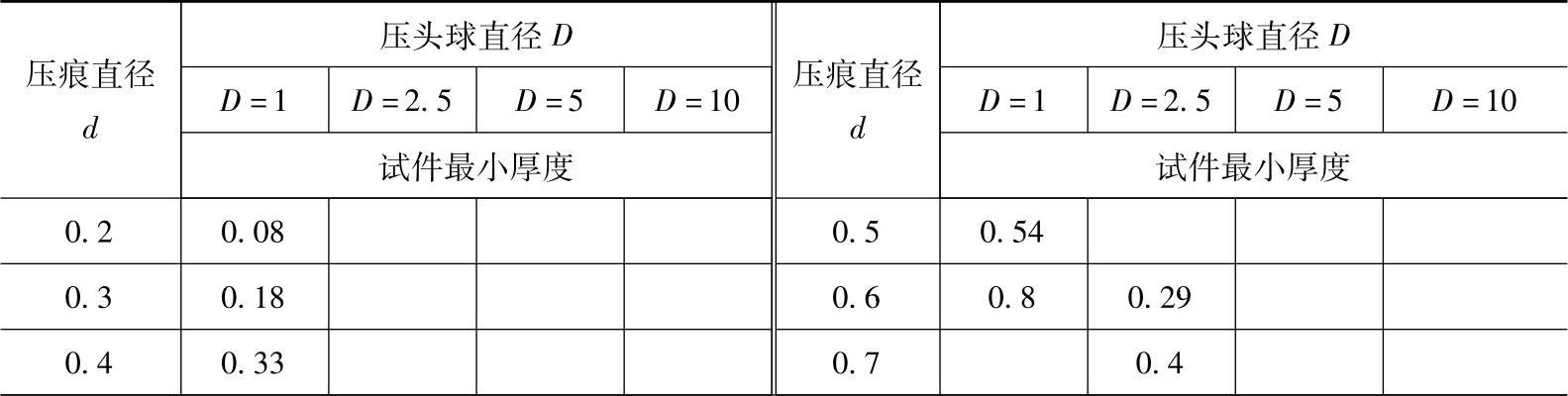
2)被检工件厚度不应太小,否则影响检测的准确性。表7-1所示为布氏硬度压痕直径与试件最小厚度的关系。
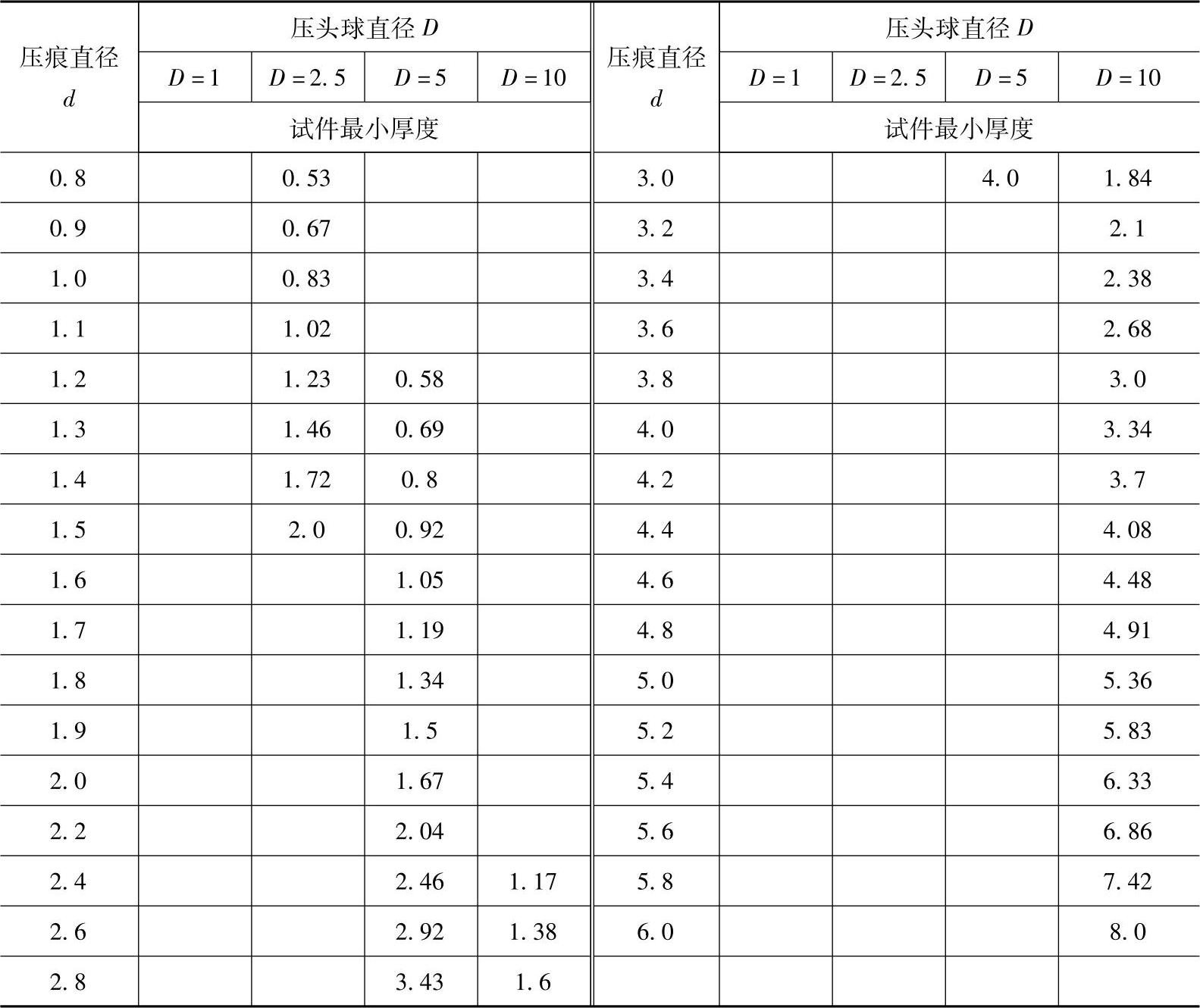
表7-1 布氏硬度压痕直径与试件最小厚度的关系(单位:mm)
(续)
3)在同一处检测时,两个压痕之间的距离不得小于压痕直径的3倍。压痕中心离试样边缘的距离≥4d(d为压痕直径);当材料硬度<35HBW时,距离应为6d。
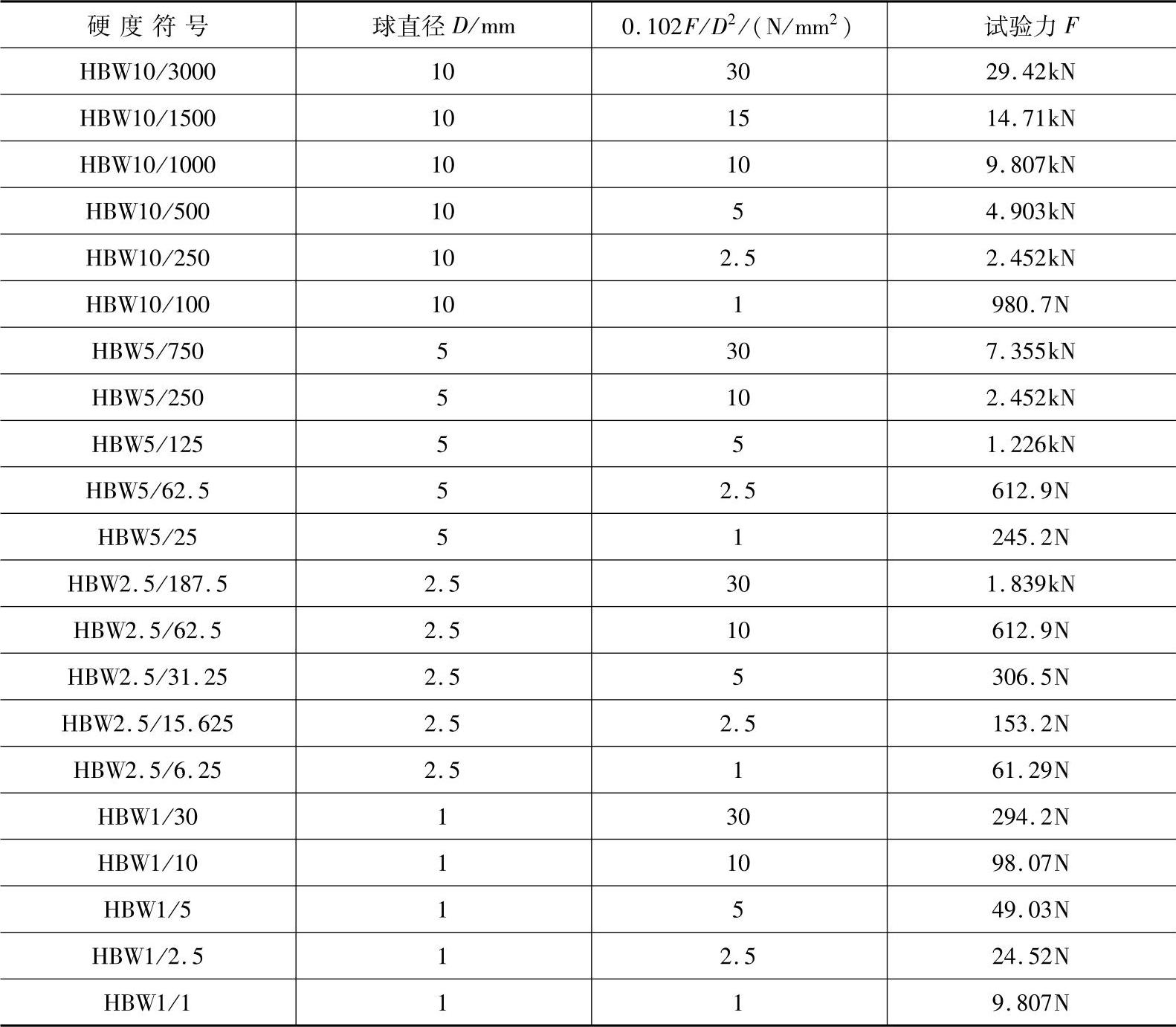
4)不同材料的试验力-压头球直径平方的比率如表7-2所示,不同布氏硬度试验技术条件下施加的试验力如表7-3所示。
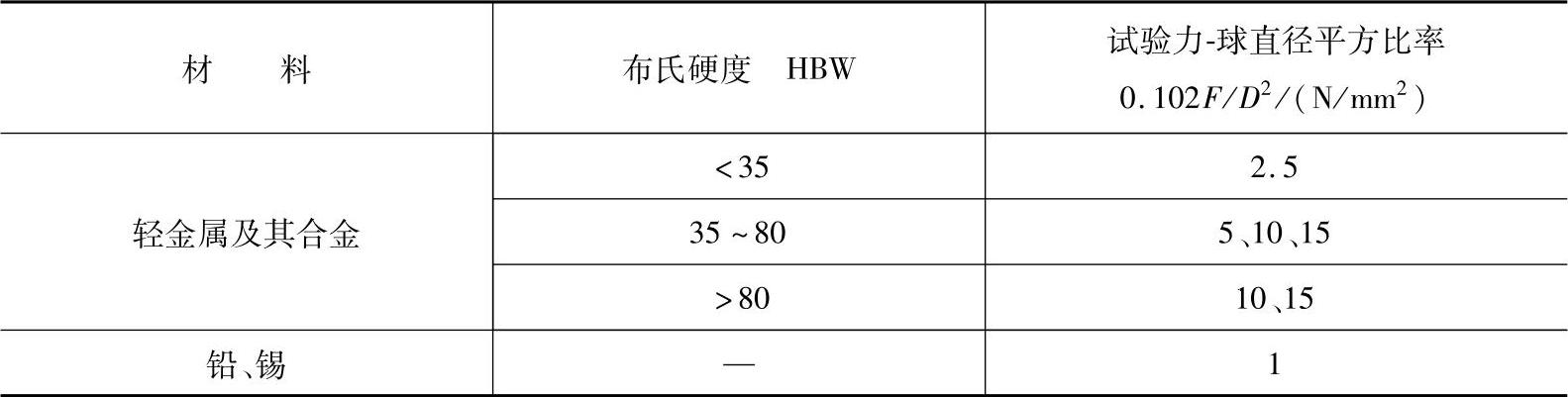
表7-2 不同材料的试验力-压头球直径平方的比率
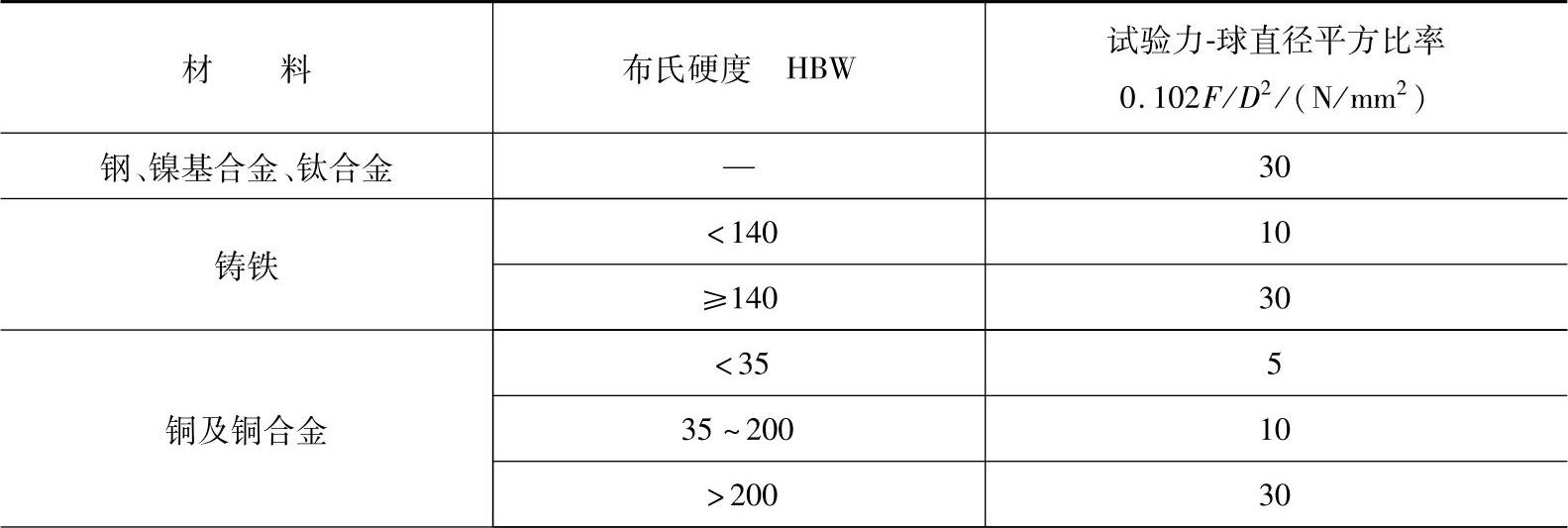
(续)
 (https://www.daowen.com)
(https://www.daowen.com)
注:对于铸铁试验,压头的名义直径应为2.5mm、5mm或10mm
表7-3 不同布氏硬度试验条件下施加的试验力(GB/T 231.1—2009)
5)更换压头后所测的第1点应不予计算,每件必须至少测试3点,取其平均值
6)定期用标准硬度块校对硬度计。
7)定期检查试验载荷和压头球的精度。
8)调整测量放大镜至能清晰地显示压痕边缘。
在实际应用中,应根据试件的材料、硬度范围,从表7-2、表7-3所列数据中选择压球直径和施加载荷等,然后根据测得的压痕直径,即可从附录F中查出硬度值。
3.大型原材料和铸锻件的布氏硬度检测
对于大型原材料和铸锻件,可用如图7-1所示的锤击式简易布氏硬度计进行布氏硬度检测。试验时,先估计试件大致的硬度值,选择与其硬度相近的标准杆,插入硬度计内;对准检测部位,然后用手锤以适当的力量敲击顶端一次,在试件和标准杆表面同时产生压痕;用测量放大镜分别测量两个压痕直径。标准杆硬度已知,查相关换算表即可得出试件的布氏硬度值。锤击式简易布氏硬度检测结果误差范围为7%—1000。
值得指出,锤击式简易布氏硬度换算表是标准杆硬度为202HBW时的换算值。当所用标准杆硬度值不为202HBW时,应将从表中查得的硬度值乘以系数K即可(K值可由相关表中查得)。
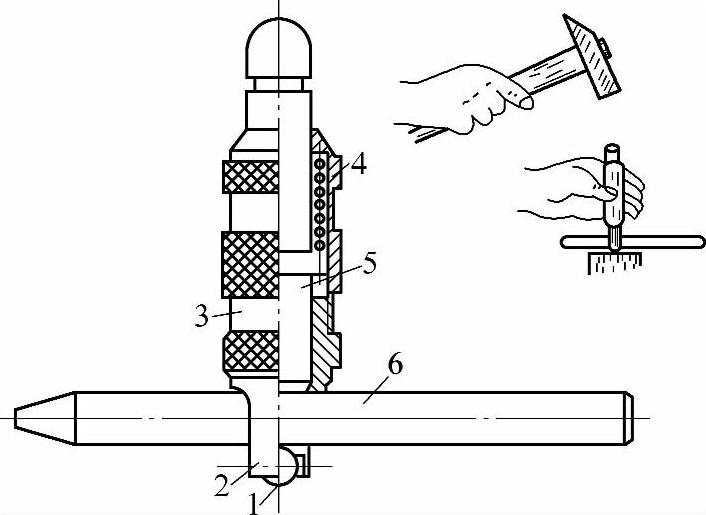
图7—l 锤击式简易布氏硬度计
1-压头球 2一球帽 3一握持器 4-弹簧 5-锤击杆 6-标准杆
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




