【摘要】:例如,薄片型工件多采用图4-79所示夹具进行回火过程加压校正变形。不得加压过大,以免工件在淬火状态下夹压而发生脆裂。
1.回火加压校正法
对于要求一定硬度的工件,采用回火过程加压校正变形比冷压校正变形方便得多,而且效果也好。例如,薄片型工件多采用图4-79所示夹具进行回火过程加压校正变形。其操作要点如下:
1)所用的压板应在回火温度下具有足够的强度,不得在加压时产生变形。
2)工件摆放时,应相邻两件凸面与凸面相对,凹面与凹面相对。
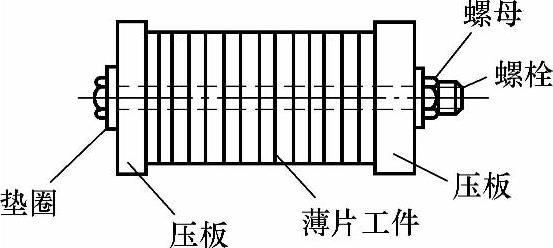
图4-79 薄片工件回火加压夹具示意图
3)装炉时,只对工件稍许加压,使其不移动即可。不得加压过大,以免工件在淬火状态下夹压而发生脆裂。
4)回火出炉后立即夹压工件,直至各相邻工件无间隙为止,随后再放入炉中保持一定时间(一般不少于0.5h)即可。
2.偶件配合回火校正法
机械中的偶件或模具中的无间隙凸、凹模等,单件分别回火后,往往处理后配合间隙超差。此时,可以通过机械加工方法分别保证两件的精度,然后将两件装配好后一起回火,可以收到较好效果。(www.daowen.com)
3.镶块回火校正法
图4-80所示凹模结构比较复杂且精度要求较高,即使淬火后用线切割方法加工,由于应力的松弛也会产生变形。此时,用镶块方法进行一次低温回火,可以确保硬度和尺寸精度均满足要求。
4.回火定形校正法
图4-81所示为两种工件(圆锥套、螺旋弹簧)的回火定形校正示意图。将工件在回火温度下压入满足精度要求的胎具上,然后再一起放入炉中继续正常回火,出炉后一起冷却到室温即可卸下胎具。
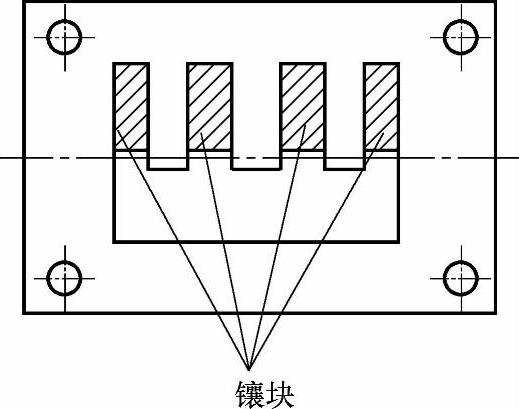
图4-80 凹模镶块回火校正示意图
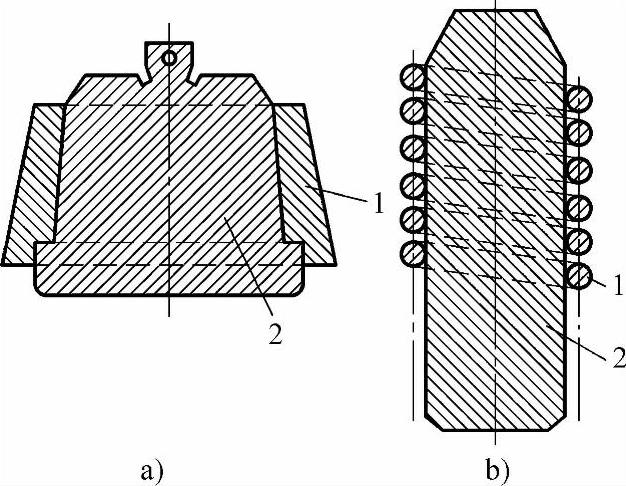
图4-8l 回火定形校正示意图
1 工件 2胎具
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






