1.淬火趁热校正法
淬火趁热校正法是指在工件淬火冷却过程中,当温度冷却到接近其Ms点或稍许低于Ms点(过冷奥氏体具有高塑性和马氏体转变过程具有超塑性)时,进行校正的方法。
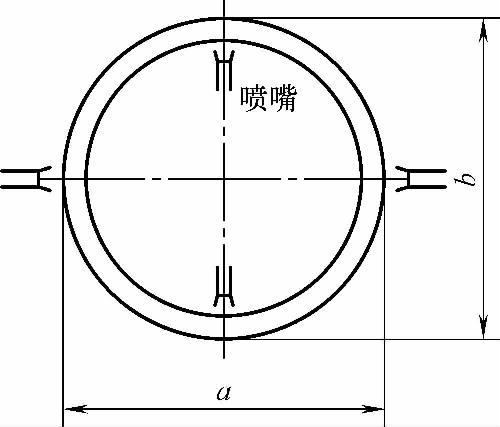
图4-76 热点法校正圆环件
这种方法适用于所有钢制工件淬火变形的校正,特别是淬透性好的合金钢工件用油淬火冷却时,其变形的校正尤其便于控制温度。
淬火趁热校正时,应注意以下要点:
1)工件在淬火冷却介质中应正确控制冷却的中转温度。合金钢在油中淬火冷却时,可根据工件出油时表面附油的状态判断工件所具有的温度,即在工件冷却到一定程度后间断地提出油面进行观察,一般附油不冒黑烟,仅是热油往下滚并略带微烟,即可出油,然后边空冷边趁热校正。碳素钢水冷淬火的中转温度,可根据工件在水中发出“吱吱”声并有轻微振动(工件温度约为150~200°C)时,立刻提出,然后边空冷边趁热校正。
2)将工件从油中取出后立即揩净表面污油和残杂物,避免影响变形量检查的准确性。
3)由于工件冷却过程,伴随校正过程还有新的马氏体不断产生,因此,这种趁热校正需反复检查和校正,直至工件冷却到温度50~80℃为止。终止校正的温度过高会产生新的变形;温度过低,容易被压断。
4)校正合格的工件应吊挂存放,不得堆放,以免产生新的变形。
2.残留奥氏体稳定化校正法
高合金钢(如高速钢和高铬钢等)淬火后可以保留大量塑性良好的残留奥氏体利用这种特性可在室温下进行冷压校正,然后通过回火催变反应,使稳定的残留奥氏体转变为马氏体,使工件变得坚硬和强韧,这种校正方法称为残留奥氏体稳定化校正法该方法的突出特点是,工件淬火后可以在室温下从容地进行校正操作,不像趁热校正法那样必须淬火与校正操作紧张地配合。因此,这种方法特别适用于批量生产,也特别适用于高速钢制作的细长刃具,如细长拉刀和细长钻头等。
使高速钢淬火后获得大量残留奥氏体的方法有两种:
1)按常规加热温度加热并保温后,先淬入150~160℃热浴(油或熔盐)中停留2~2.5min,然后转入280~320℃的另一硝盐浴中停留15~20min,最后空冷到室温。
2)另一种方法是,将加热好的工件直接淬入280~320℃硝盐浴中,停留45~60min,然后空冷到室温。
随后在水中清洗工件上附着的残盐并刮净顶尖孔,继而检查其变形量和进行冷压校正操作。实践表明,经这两种工艺处理后,组织中均可保留35%~45%(体积分数)的残留奥氏体。在这种情况下,淬火后硬度不够均匀,一般在57~63HRC范围内。但经过正常的3~4次高温回火后,二次硬化使硬度达到63~66HRC。回火后一旦产生微小变形,用冷态反敲法校正即可。(www.daowen.com)
3.局部速冷校正法
局部速冷校正法是在工件淬火冷却过程中,强化易产生凸起部分的冷却速度,使该部分产生较大的拉应力,以此将变形校正过来的方法。
局部速冷校正操作需要与淬火密切配合。对于大批生产的工件,在摸清变形规律的基础上,可采用不同方法达到局部速冷。例如,可以通过控制工件投入淬火冷却介质时各部位的先后时间,或整体冷却前对凹入一侧进行水淋,或使用专用夹具减缓凸起部分在Ms点以下的冷却速度,或控制工件不同部位提出淬火冷却介质的时间等。此外,还可以将工件冷却到Ms点稍上某温度时立即提出工件,然后让凸起部分速冷,其余部分稍慢冷却。图4-77所示为扁拉J1局部速冷校正示意图。
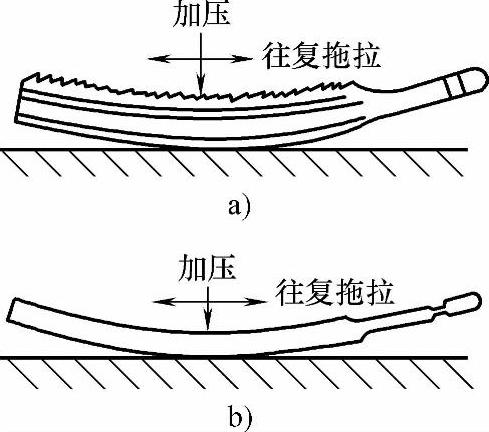
图4-77 扁拉J1局部速冷校正示意图
a)扁拉刀正面变形的校正 b)拉刀侧面变形的校正
局部速冷校正操作要点如下:
1)正确掌握工件从淬火冷却介质中的提出时间,对于高速钢一般在450℃左右即可,其他钢种按其Ms点以上20-30℃即可。
2)从淬火冷却介质中提出后,如果工件内部热量传到表面时,可重新将工件浸入淬火冷却介质中冷却片刻,即不得使表面温度超过Ms点以上20—30℃。
3)工件变形被校正后,应立即使其各个部分进行均匀冷却,避免产生新的变形。
综上所述,无论工件凹面速冷或是凸面速冷,均为有意使凹面产生拉应力,凸面产生压应力,以抵消原来正常冷却时产生的凹面压应力和凸面拉应力。
另外,利用局部速冷还可以收缩套类和环类工件内孔,以挽救不合格品。生产实践表明,一定壁厚的套类或环类工件淬火后,通常因内孔胀大导致不合格。此时,可以加热到650—7300C保温后,利用局部速冷方法收缩内孔。例如,将图4-78所示的T8钢模具在炉中加热到730℃保温透烧,取出后立即用两块木板堵住内孔,用夹钳夹住木板在水中只冷却工件周围外表面,使之向内收缩,经l—3次操作后内孔可收缩o.20-0.25mm。
为了消除内应力,缩孔后应进行一次低温回火。
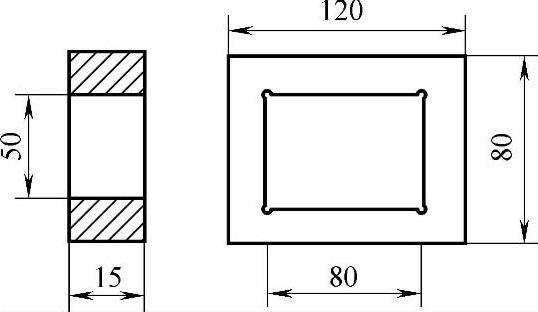
图4-78 收缩内孔件案例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






