实例1 图3-35所示为26Cr2Ni4MoV钢汽轮发电机转子的复合等温淬火工艺。汽轮发电机转子是火力发电设备中的重要大型零件。由于工作时转速高,则离心力、扭转应力和弯曲应力均很大。因此,要求转子的整个截面有很好的强度、塑性和韧性。常规处理是正火(鼓风冷却)+高温回火。其结果往往是转子的冲击韧度,特别是切向冲击韧度较低,有时切向伸长率不合格。生产中常常返修。采用图3-35所示工艺取得很好效果。其中,水冷增加了心部强度,等温处理确保其强韧性复合等温淬火后的低碳马氏体和贝氏体混合组织,为高温回火奠定了良好基础。经上述处理后,与原有工艺的处理结果相比,各项力学性能指标提高4%~25%,特别是屈服强度大幅度提高脆性转变温度大幅度降低,达到了转子的技术要求。
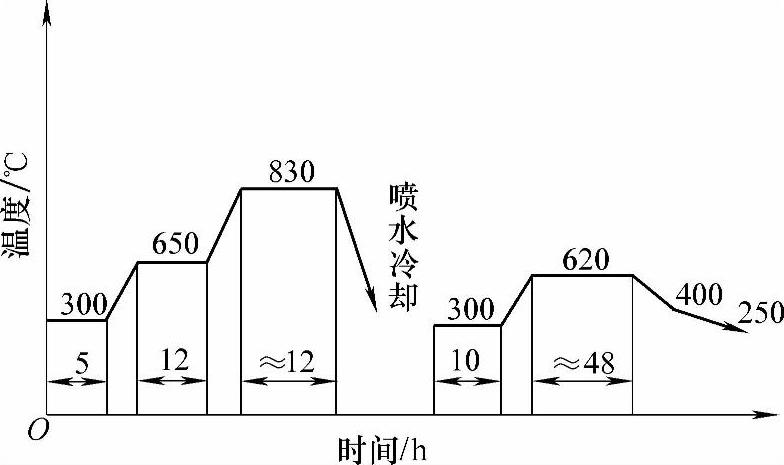
图3-35 26Cr2Ni4MoV钢汽轮发电机转子的复合等温淬火工艺
注:喷水冷却:喷水冷3~4h(2h后两端轴颈停喷轴身喷细水或喷雾冷),轴身表面冷至<100℃心部冷至300~350℃。
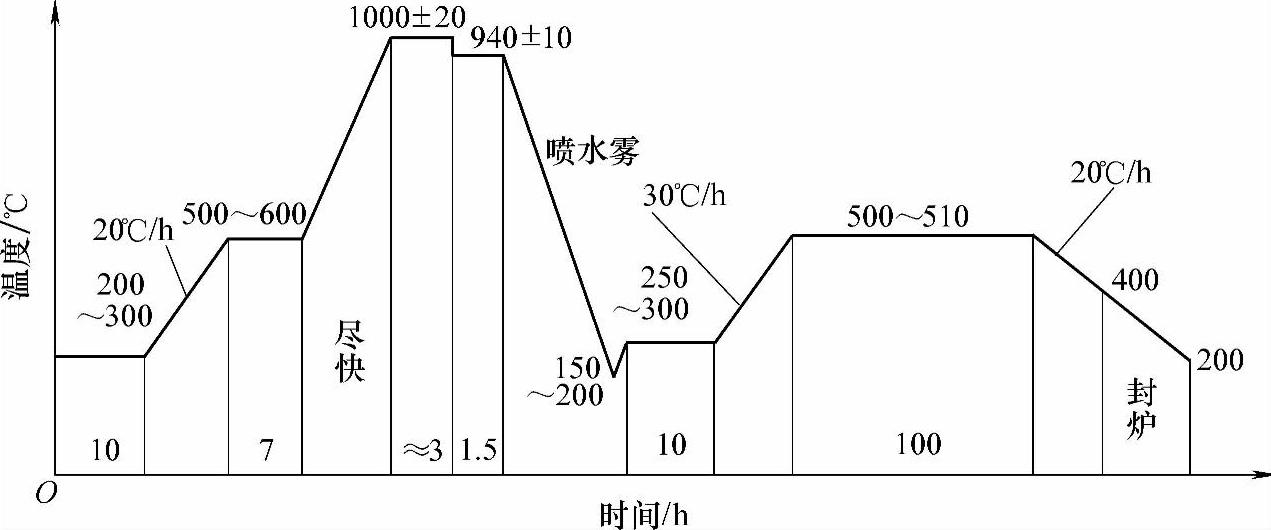
实例2 图3-36所示为7Cr3Mo钢轧制支承辊(直径为φ1570mm)复合等温淬火工艺。热辊辊身要求硬度为62~67HS;冷辊辊身要求硬度为65~70HS;硬化层深度为75mm处硬度不低60HS;辊颈硬度为35~45HS,抗拉强度≥686.5MPa,冲击韧度≥20J/cm2。平均每根轧辊60%的可使用层轧制量为273.4×104t。经图3-36所示工艺处理后的支承辊达到了上述技术要求。
 (www.daowen.com)
(www.daowen.com)
图3-36 7Cr3Mo钢轧制支承辊复合等温淬火工艺
实例3 图3-37所示为Cr12MoV钢冷轧辊复合等温淬火工艺。在加热后于600℃预冷会有效减小热应力,然后冷却到180℃左右产生少量马氏体,转入260~280℃进行等温处理获得下贝氏体。这种混合组织使大型零件也得以实施等温淬火的强韧化效果。经400℃回火后,可进一步提高复合组织的韧性和耐磨性,寿命达2000件左右
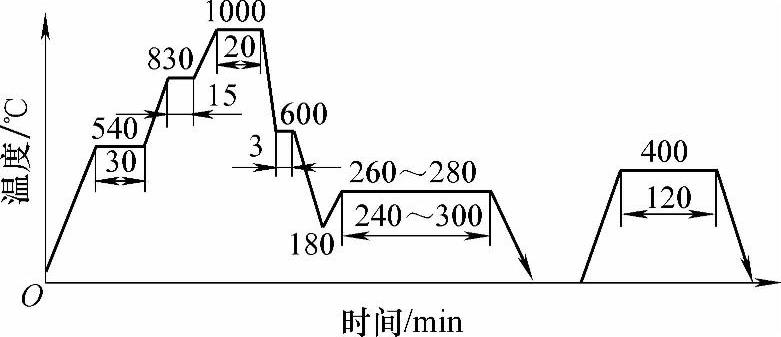
图3-37 Cr12MoV钢冷轧辊复合等温淬火工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





