【摘要】:实例1 图3-31所示为W18Cr4V钢机用木工刀片复合等温淬火工艺。该工艺采用较低淬火温度和较高回火温度,并进行复合等温淬火。热处理后,获得强韧兼优的板条马氏体和下贝氏体混合组织。使用寿命超过进口刀片寿命。图3-33 T12钢手用丝锥的复合等温淬火工艺实例4 图3-34所示为50钢手锤的复合等温淬火工艺。一方面旨在提高硬化深度,另一方面使其表面淬火后组织为少量板条马氏体+下贝氏体。原有工艺处理后,只打击300次。
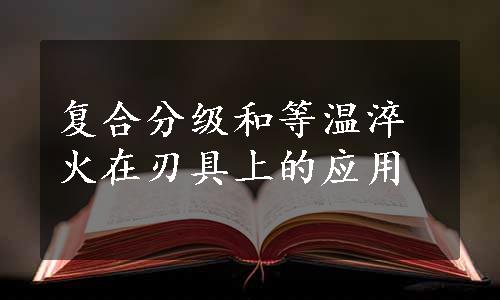
实例1 图3-31所示为W18Cr4V钢机用木工刀片复合等温淬火工艺。该工艺采用较低淬火温度和较高回火温度,并进行复合等温淬火。热处理后,获得强韧兼优的板条马氏体和下贝氏体混合组织。弥散分布的碳化物使其更加耐磨。该刀片硬度为61~62HRC。使用寿命超过进口刀片寿命。
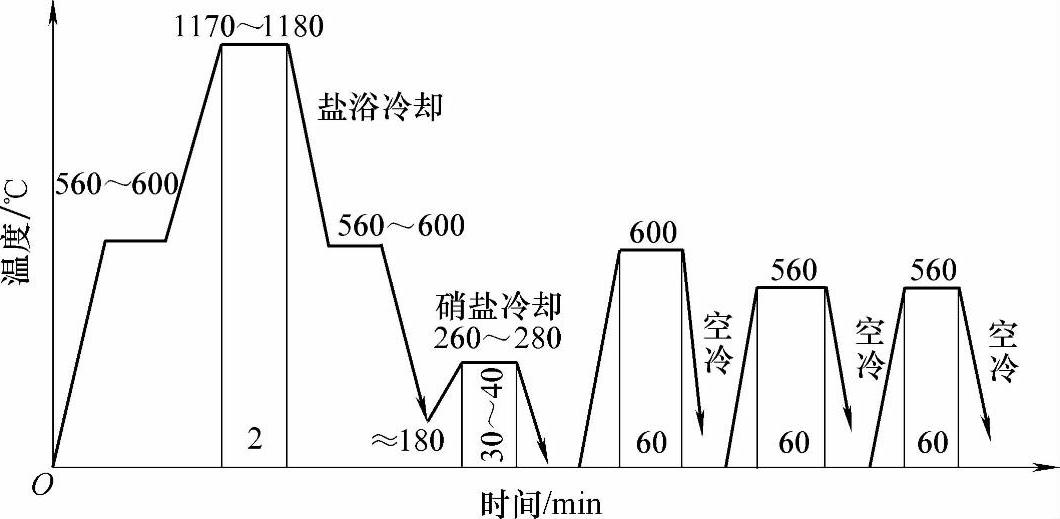
图3-31 W18Cr4V钢机用木工刀片复合等温淬火工艺
实例2 图3-32所示为9SiCr钢圆板牙的复合等温淬火工艺。处理后硬度为60~62HRC,变形量等均合格。
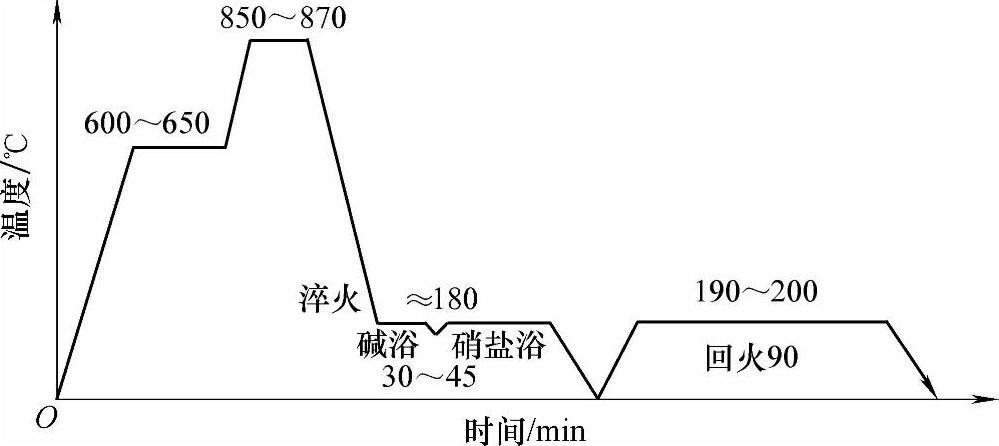
图3-32 9SiCr钢圆板牙的复合等温淬火工艺
实例3 图3-33所示为T12钢手用丝锥的复合等温淬火工艺。该钢的Ms点为200~210℃,因此其等温温度可取210~220℃。(www.daowen.com)
图3-33 T12钢手用丝锥的复合等温淬火工艺
实例4 图3-34所示为50钢手锤的复合等温淬火工艺。手锤要求硬度一般为48 53HRC,表层硬化深度为3~5mm,冲击韧度应不低于72J/cm2。考虑50钢淬透性较差,将淬火温度提高到930~950℃加热。一方面旨在提高硬化深度,另一方面使其表面淬火后组织为少量板条马氏体+下贝氏体。同时,短时快速加热则心部温度较低,有利于保持良好韧性。用该工艺处理后的手锤进行试验,在击锤重量为150kg、击锤高度为0.6~0.7m的条件下打击次数为4100~5000次。原有工艺处理后,只打击300次。
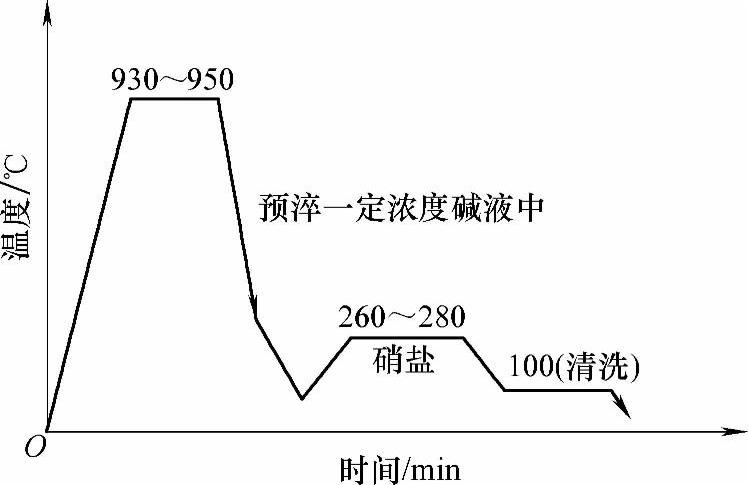
图3-34 50钢手锤的复合等温淬火工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





