实例1 图3-21所示为T10钢冲压凹模。要求硬度为56~60HRC,变形量不大于0.08mm。由于T10钢的Ms点为175~210℃,故先在冷速较快的160℃热碱浴中冷却产生少量马氏体后,转入180℃的硝盐浴中进行马氏体等温淬火,再经180℃回火1h后空冷。处理结果:硬度合格;最大变形量为0.05mm。
T10钢小型冲模复合分级淬火工艺如图3-22所示。
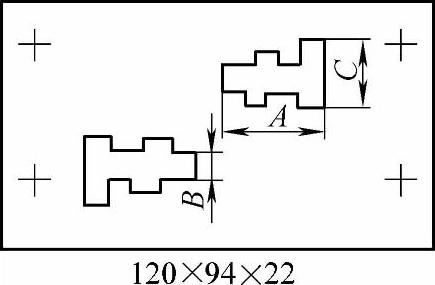
图3-21 T10钢冲压凹模
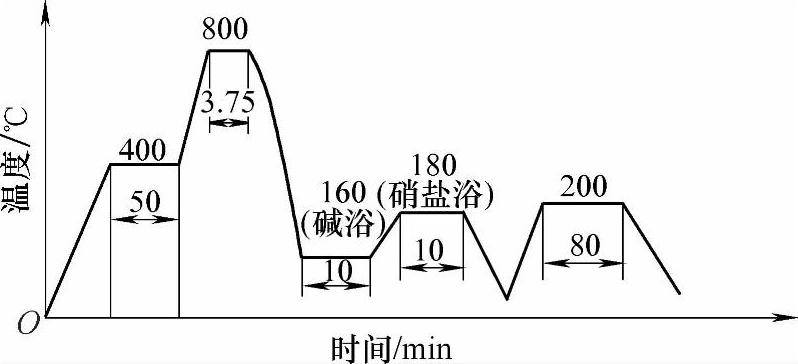
图3-22 T10钢小型冲模复合分级淬火工艺
实例2 图3-23所示为Cr12钢小型冲压凹模。要求硬度为58~62HRC,变形量小于0.05mm。该钢Ms点为180℃。Cr12钢小型冲压凹模的复合等温淬火工艺如图3-24所示。经该工艺处理后,工件硬度和变形量均合格。
实例3 图3-25所示为45钢车床卡盘。要求硬度为45~48HRC,内孔变形量不大于0.02mm,平面度误差不大于0.15mm。该钢Ms点为350℃左右。图3-26为45钢车床卡盘的复合马氏体等温淬火+回火工艺。处理结果,硬度和变形量均合格。
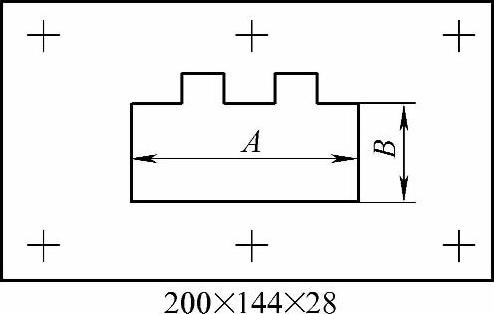
图3-23 Cr12钢小型冲压凹模
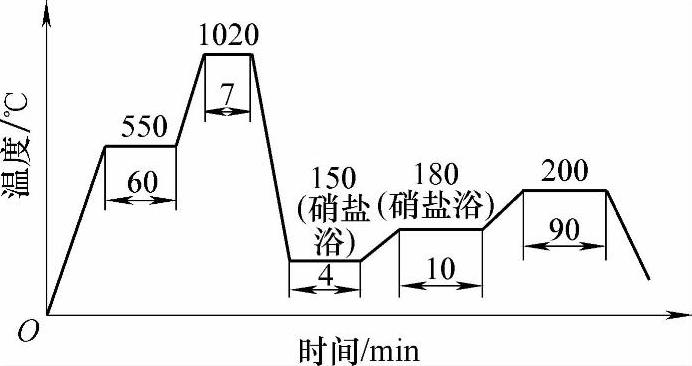
图3-24 Cr12钢小型冲压凹模的复合等温淬火工艺
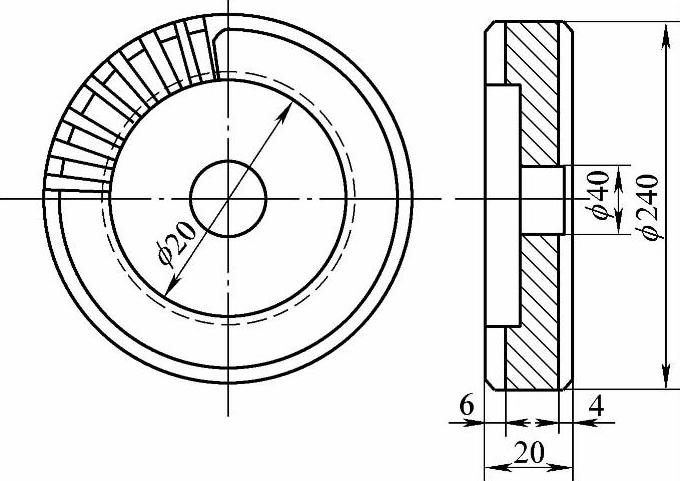
图3-25 45钢车床卡盘(www.daowen.com)
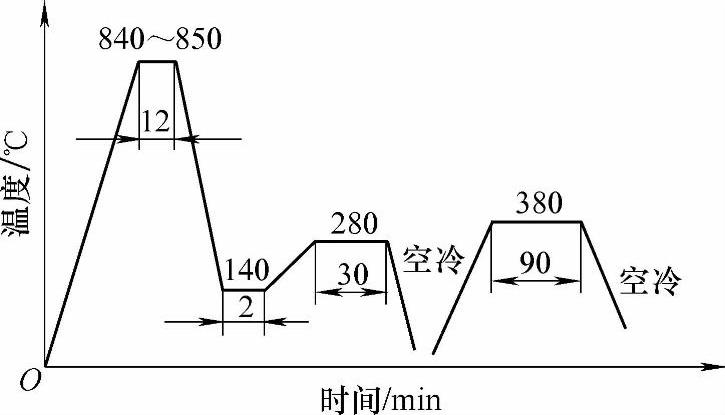
图3-26 45钢车床卡盘复合马氏体等温淬火+回火工艺
实例4 图3-27所示为T8钢小型冲压凹模。要求硬度为58~62HRC,变形量小于0.05mm。该钢的Ms点为220~250℃。图3-28所示为T8钢冲压凹模的复合马氏体等温淬火工艺。利用图3-28所示工艺处理后,硬度为59~60HRC,变形量为0.01~0.02mm。采用快速加热,旨在提高模具本身的抗变形阻力,减小变形。
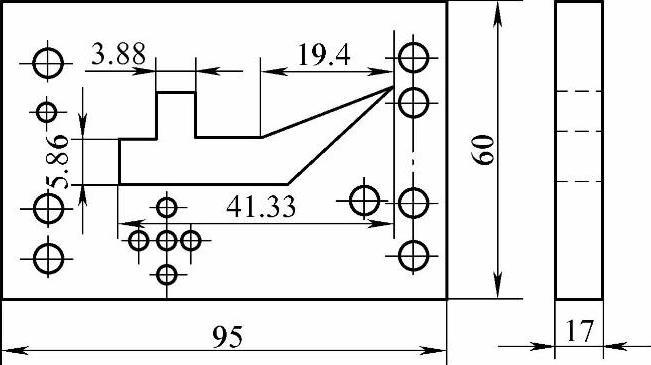
图3-27 T8钢小型冲压凹模
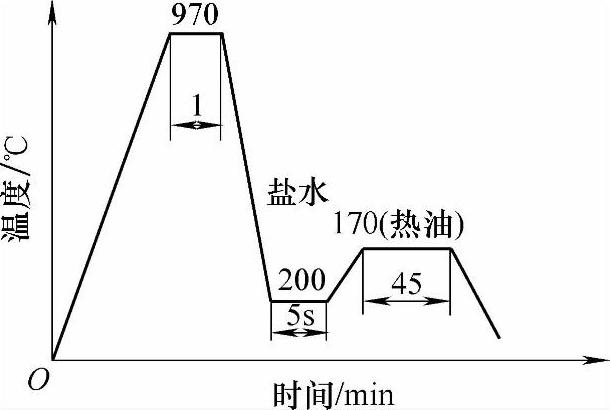
图3-28 T8钢冲压凹模的复合 马氏体等温淬火工艺
实例5 图3-29所示为1t锤用5CrMnMo钢热锻模的复合贝氏体等温淬火工艺。要求工作面硬度为45~48HRC。按普通淬火工艺处理后,锻造加工铝合金件,只加工3000~4000件;按图3-29所示工艺处理后,其寿命达6000~8000件。
实例6 图3-30所示为5CrMnMo钢小型胎模锻模复合贝氏体等温淬火工艺。按传统的普通淬火工艺处理,由于工作时承载负荷大、冲击次数多和焖模时间长等特点,使其寿命仅为模锻的1/10左右。采用图3-30所示工艺后,冲击韧度由原来的25J/cm2提高到40J/cm2,使用寿命由原来的300件左右提高到800余件。
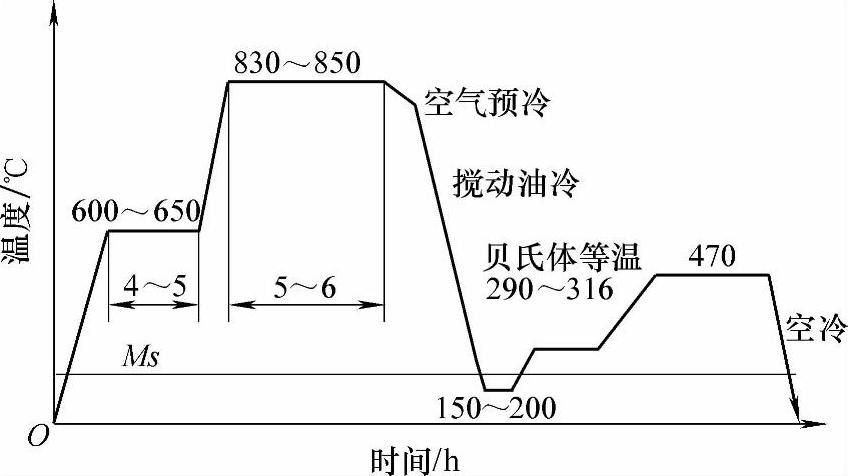
图3-29 1t锤用5CrMnMo钢热锻模的复合贝氏体等温淬火工艺
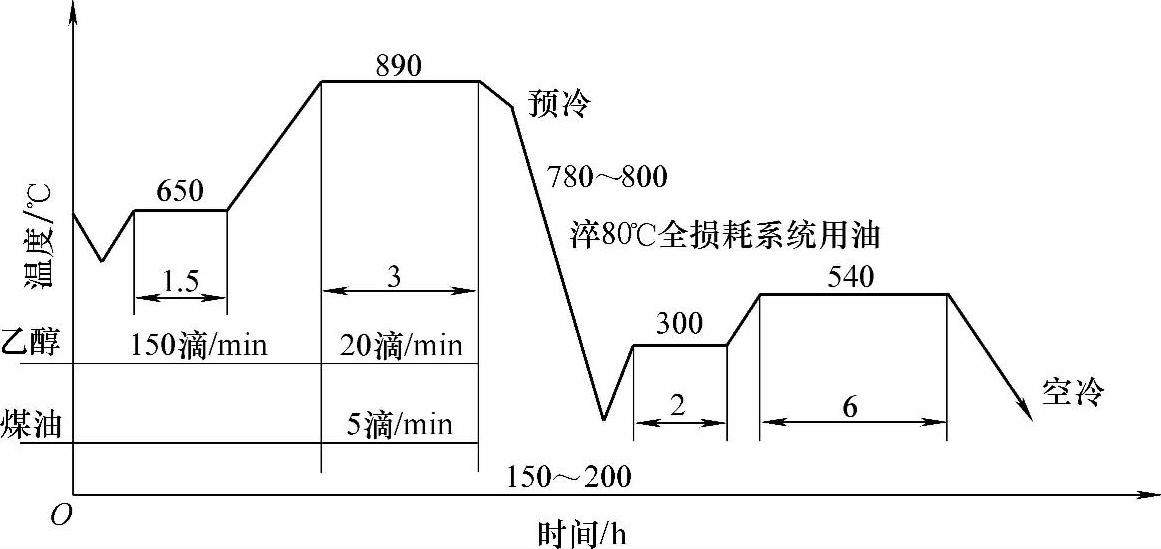
图3-30 5CrMnMo钢小型胎模锻模复合贝氏体等温淬火工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







