【摘要】:模具经850℃预热后在1020℃加热,保温后在250℃硝盐浴中保温25min后空冷;经250℃回火3h后空冷Cr12MoV钢制作的冲压凹模热处理工艺如图3-20所示。为了控制变形,分别在等温和回火出炉时,将凸模放入凹模型腔中,使凸凹模一起空冷到室温处理结果:硬度为57~58HRC;淬火+回火后主要尺寸变形情况如表3-28所示图3-20 Cr12MoV钢制作的冲压凹模热处理工艺表3-28 淬火+回火后主要尺寸变形情况
实例1 3Cr2W8V钢铝合金压铸模淬火。图3-17所示3Cr2W8V钢铝合金压铸模经800℃预热后,在1100℃加热淬油冷却;610℃保温2h空冷,两次回火。其结果:图3-17a所示模具的φ30mm孔收缩0.2mm,且有严重椭圆现象;图3-17b所示模具的φ15mm孔收缩0.15mm,也有椭圆现象;φ8mm孔距胀大0.1mm。改为图3-18所示工艺,为防止发生椭圆变形,分别在回火过程予以镶芯(直径分别为φ30mm和φ15mm)进行控制。
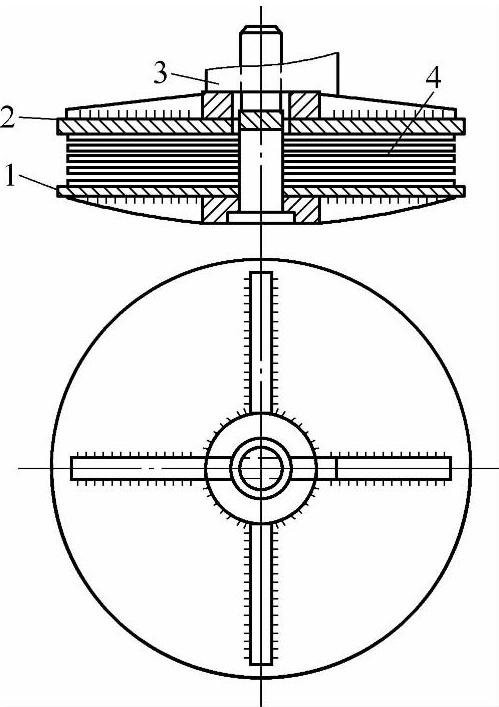
1—下压板 2—上压板 3—楔铁 4—工件
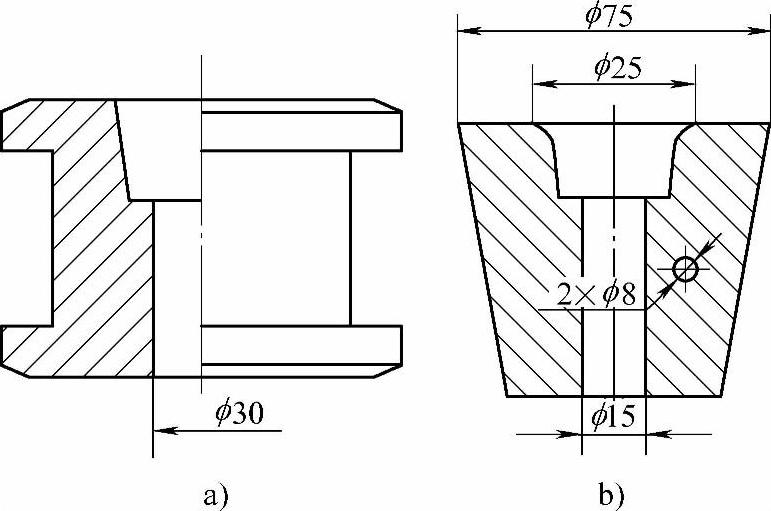
图3-17 3Cr2W8V钢铝合金压铸模
a)热作凹模 b)镶块模芯
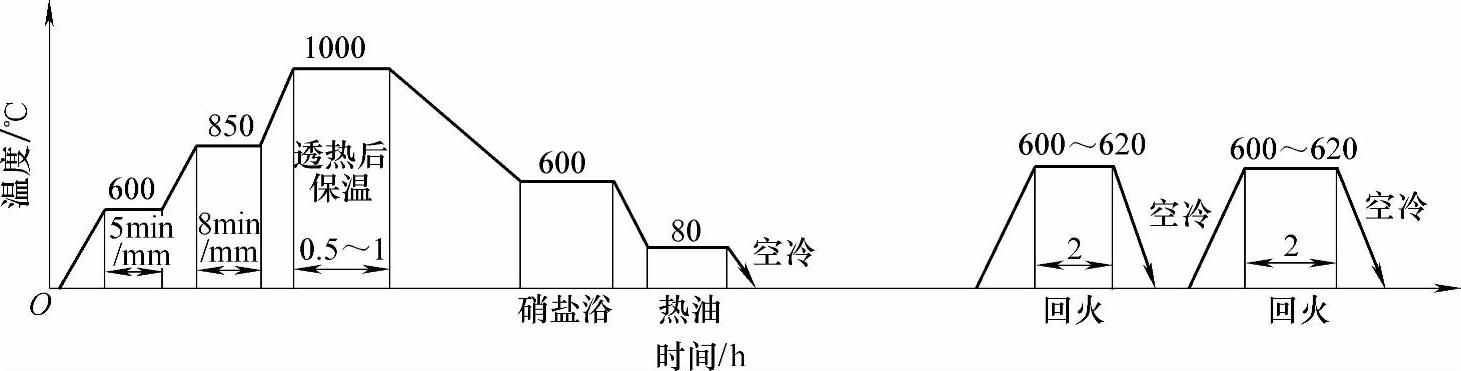
图3-18 3Cr2W8V钢铝合金压铸模热处理工艺(www.daowen.com)
处理结果:φ30mm和φ15mm两孔分别变形0.03mm和0.02mm,椭圆现象基本消除。硬度为44~47HRC。
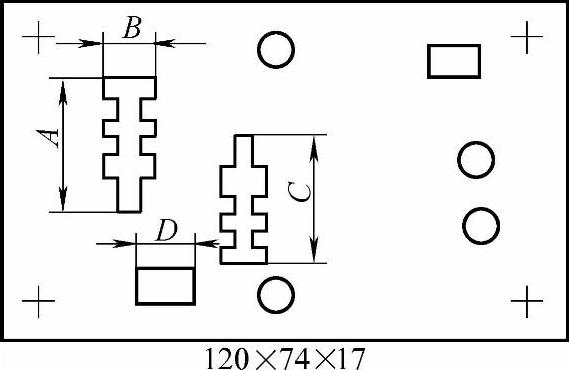
图3-19 Cr12MoV钢冲压凹模
实例2 Cr12MoV钢冲压凹模淬火。图3-19所示为Cr12MoV钢冲压凹模。技术要求:硬度为55~60HRC;凸凹模配合间隙不大于0.02mm。模具经850℃预热后在1020℃加热,保温后在250℃硝盐浴中保温25min后空冷;经250℃回火3h后空冷Cr12MoV钢制作的冲压凹模热处理工艺如图3-20所示。为了控制变形,分别在等温和回火出炉时,将凸模放入凹模型腔中,使凸凹模一起空冷到室温处理结果:硬度为57~58HRC;淬火+回火后主要尺寸变形情况如表3-28所示
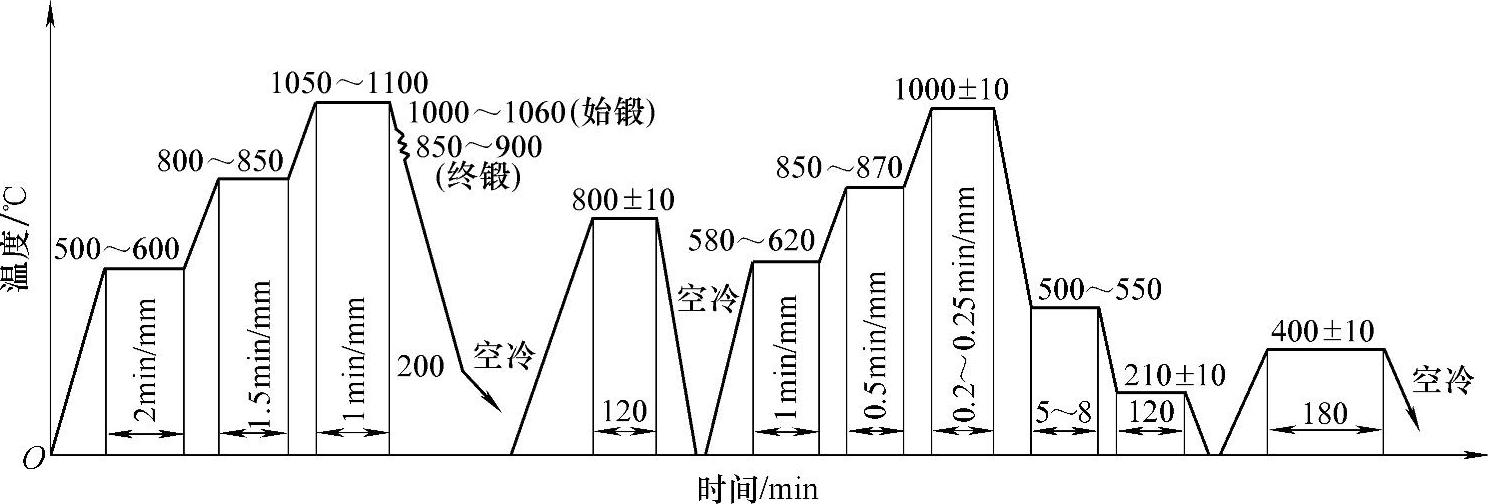
图3-20 Cr12MoV钢制作的冲压凹模热处理工艺
表3-28 淬火+回火后主要尺寸变形情况(单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关实用热处理技术及应用的文章




