【摘要】:根据过冷奥氏体稳定化及促变的理论设计的高速钢细长刀具淬火、回火工艺,对于解决外径为φ10mm以下,且长度为500mm左右极细长刀具的淬火弯曲变形问题十分有效;同时,处理后刀具所需要的各种性能均良好。图3-13 细长拉刀表3-27 细长拉刀的热处理工艺规范拉刀奥氏体稳定化淬火后,其硬度一般在48~66HRC范围内,这是由于奥氏体不均匀分布的结果。实践证明,利用奥氏体稳定化淬火和回火促变效应设计的工艺,可顺利解决其变形问题。
实例1 高速钢细长刀具淬火。根据过冷奥氏体稳定化及促变的理论设计的高速钢细长刀具淬火、回火工艺,对于解决外径为φ10mm以下,且长度为500mm左右极细长刀具的淬火弯曲变形问题十分有效;同时,处理后刀具所需要的各种性能均良好。图3-13所示为批量生产的细长拉刀。表3-27所示细长拉刀的热处理工艺规范。

图3-13 细长拉刀
表3-27 细长拉刀的热处理工艺规范
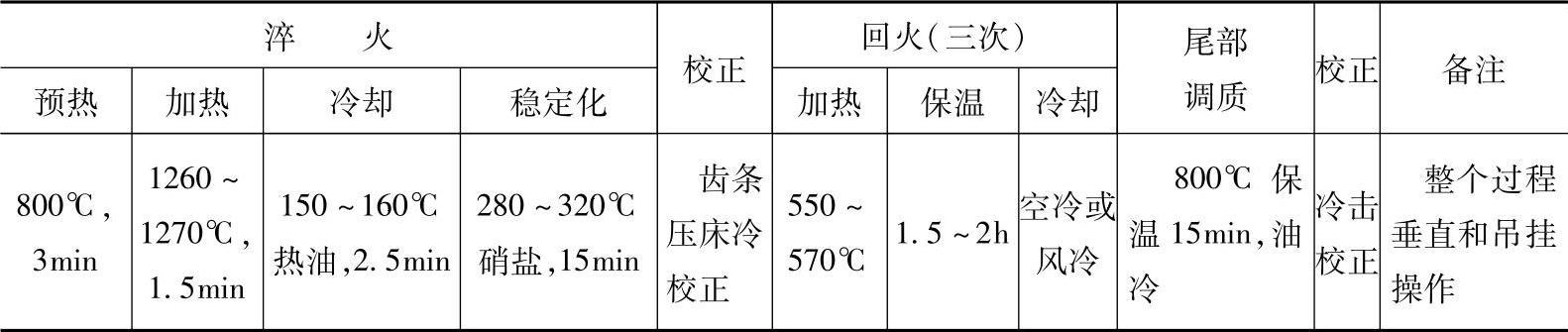
拉刀奥氏体稳定化淬火后,其硬度一般在48~66HRC范围内,这是由于奥氏体不均匀分布的结果。但经过三次回火,即促变后的硬度均匀地达到63~66HRC。淬火状态的变形量(直线度)一般0.30~0.50mm。
实例2 W18Cr4V高速钢薄片铣刀淬火。图3-14所示的薄片铣刀,材质为W18Cr4V高速钢其热处理的关键是变形问题。实践证明,利用奥氏体稳定化淬火和回火促变效应设计的工艺,可顺利解决其变形问题。其热处理工艺如图3-15所示。淬火后用水清洗表面残盐,用装夹方式回火薄片铣刀加压校平夹具如图3-16所示。(www.daowen.com)
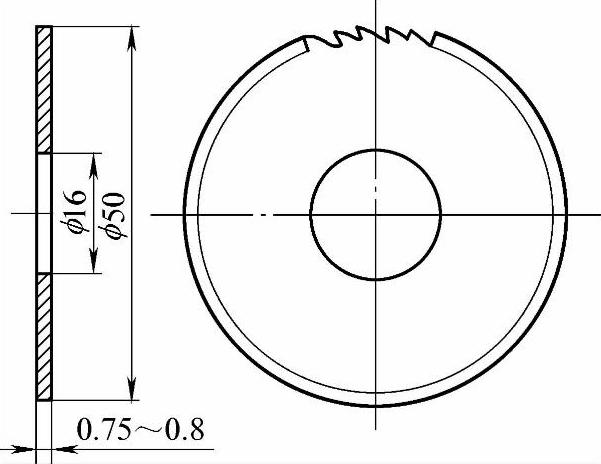
图3-14 薄片铣刀
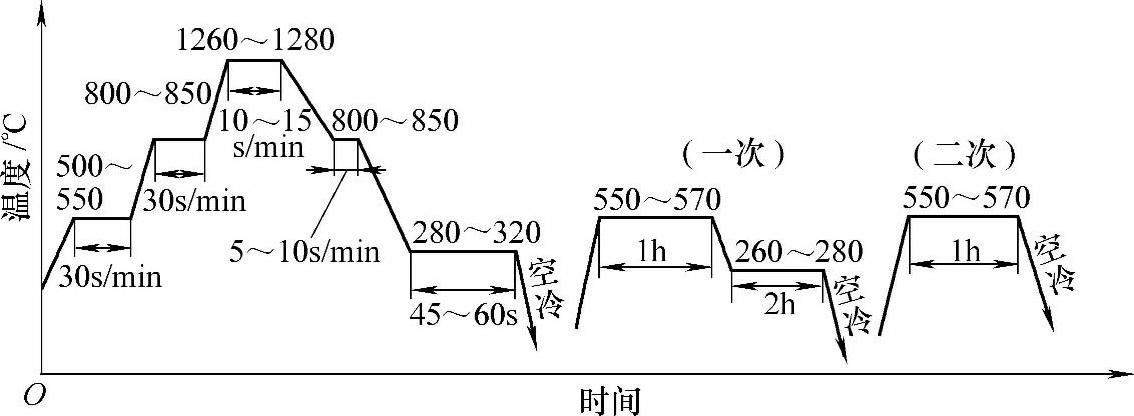
图3-15 贝氏体等温淬火+回火工艺
值得注意,对于变形较大的薄片铣刀,刚装夹时不要加压很大,以免产生裂纹。在第一次回火的冷却过程压实即可,第二回火前再次压紧并带夹具进行回火。回火后的残余变形也可用反向冷敲法校平。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





