1.盐浴炉中快速加热参数的确定
一般将盐浴炉炉温确定在950~980℃。其快速加热时间可按式(3-1)计算,其中,盐浴炉中快速加热时间系数a按以下规定选取:
1)对于渗碳件和碳素工具钢,工件有效直径或厚度小于10mm,快速加热时间系数a取6~7s/mm;工件有效直径或厚度大于10mm,快速加热时间系数a取3~6s/mm
2)对于碳素结构钢和合金工具钢,工件有效直径或厚度小于10mm,快速加热时间系数a取7~9s/mm;工件有效直径或厚度大于10mm,快速加热时间系数a取6~8s mm。
按式(3-1)计算出快速加热时间,应根据实际情况和以往经验进行适当调整,并进行工艺试验最后确认。
如果批量生产,盐浴炉中快速加热的附加时间,可参考箱式炉中快速加热的附加时间。
2.工模具快速加热举例
实例1 弹性夹头的快速加热淬火。图3-3所示用T8A钢制作的弹性夹头,硬度要求:A夹紧部分58~60HRC,B弹性部分42~44HRC。操作过程如下:
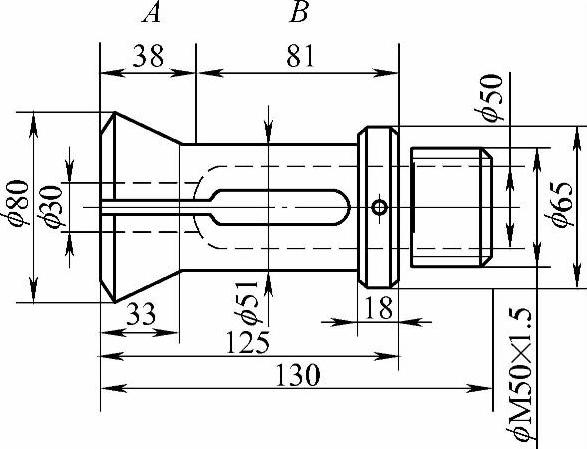
图3-3 弹性夹头
1)盐浴温度为960~980℃。将弹性夹头A部分,浸入盐浴中加热12s(见图3-4a);继续将B部分也浸入盐浴,再加热1.5min后取出进行冷却(见图3-4b)。
2)首先将A部分在盐水中冷却6s后,将整体转入油中冷却。
3)在160~180℃回火1.5h后空冷到室温转精磨工序。(www.daowen.com)
4)在A端镶入胀口销后,将B部分浸入500℃的低温浴炉中回火1.5min(见图3-4c),空冷到室温
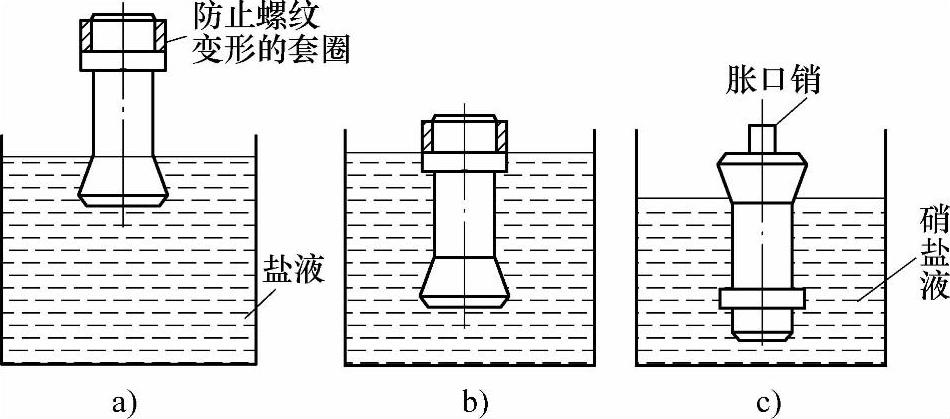
图3-4 弹性夹头热处理过程示意图
实例2 图3-5a所示为T10A钢制作的成形模,要求硬度58~62HRC,变形量不大于0.02mm。操作过程如下:
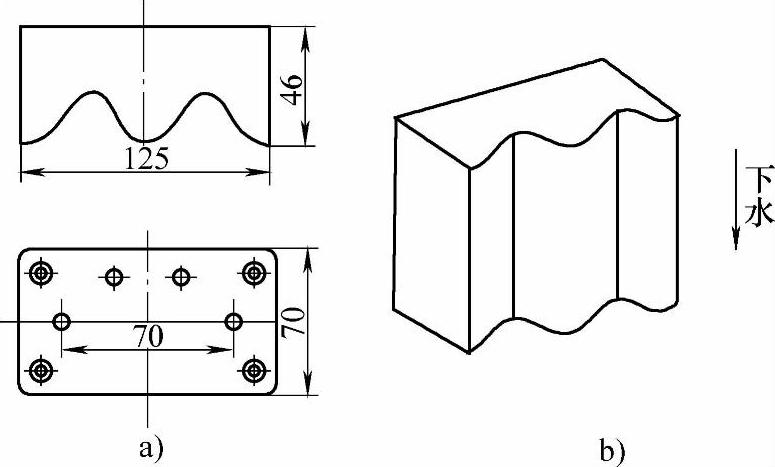
图3-5 成形模
1)将各孔用石棉堵塞好。
2)在960~980℃加热4min。
3)按图3-5b所示方向浸入水中冷却10s后转油中冷却。
4)在160~180℃回火60min后空冷到室温。
处理结果:硬度和变形量均合格。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





