1.箱式炉中快速加热参数的确定
(1)炉温的确定 在箱式炉中采用快速加热时,考虑电阻丝使用寿命,一般将炉温规定在920~940℃(电阻丝为铬镍材料)、940~960℃(电阻丝为铁铬铝材料)或960~980℃(电阻丝为含铌、钼等合金成分的材料)。
(2)装炉量的确定 装炉量一般根据炉子功率和使用面积确定。其原则是:首批工件装炉前炉壁表面已达到规定温度,且每次装炉后炉温均能很快恢复到规定温度。如果装炉量过大与炉子功率不匹配,将导致炉温长时间不能恢复,影响时间计算的准确性。大批生产时,可“化整为零”分批连续进行。
(3)加热时间的确定 快速加热时间一般根据工件截面有效尺寸进行计算,并结合实际情况及以往经验确定。
1)单件快速加热的时间可按下式计算:
t=ad(3-1)式中 t——快速加热时间(s);
a——快速加热时间系数(s/mm);
d——工件的有效直径或厚度(mm)。
在箱式炉中,工件有效直径或厚度小于100mm,快速加热时间系数a为25~30s mm;工件有效直径或厚度大于100mm,快速加热时间系数a为20~25s/mm。按式(3-1)计算出快速加热时间,应根据确定的炉温高低适当调整,并通过工艺验证最后确定。
2)零件批量生产时,快速加热时间除按式(3-1)计算外,应根据装炉量(m)装炉密度及摆放方式另附加一定时间:m<1.5kg时,不附加时间;m=1.5~3.0kg时附加15~30s;m=3.0~4.5kg时,附加30~40s;m=4.5~6.0kg时,附加40~55s。
2.快速加热举例(https://www.daowen.com)
实例1 机车车辆弹簧的快速加热淬火。用直径为φ32mm的60Si2Mn钢条热卷制的机车车辆圆簧,要求硬度为40~45HRC。快速加热淬火和回火操作过程:在960~980℃温度下加热12min(按加热系数20~25s/mm计算)后浸入油中冷却,经480~500℃、60min回火后于空气冷却。
处理结果:淬火后同炉试棒(同种材料、同种规格)的金相组织为细针马氏体表面脱碳层深度由原来普通加热的0.5mm降低0.1mm左右;硬度和弹性均合格。
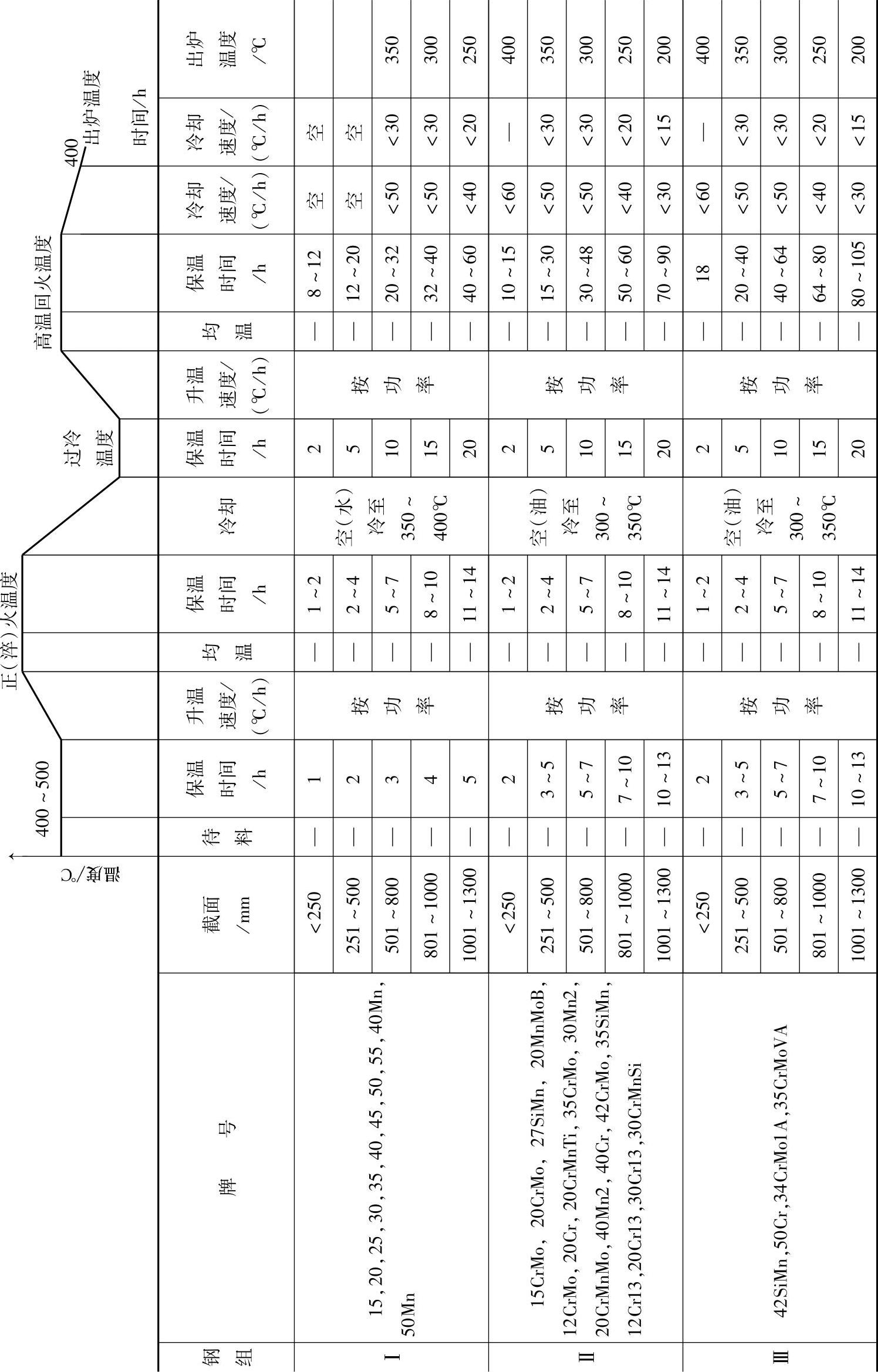
表3-3 不同规格的各种钢大锻件的分组及其热处理工艺规范
实例2 汽车羊角轴的快速加热淬火。图3-2所示为42CrMo钢制作的汽车羊角轴要求硬度为25~30HRC
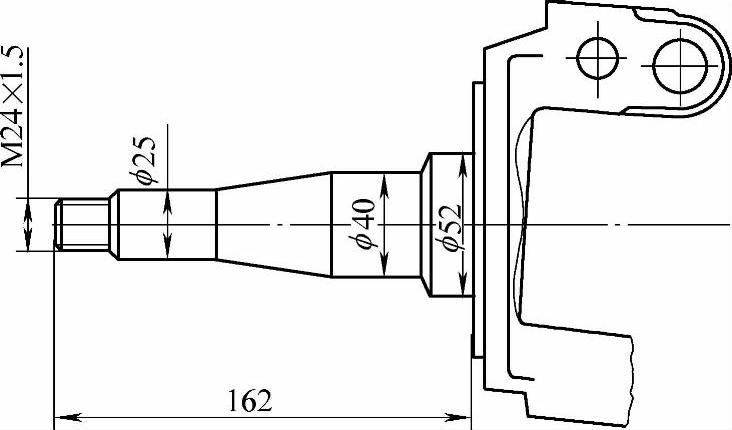
图3-2 汽车羊角轴
操作过程:在960~980℃炉中加热18min(以φ52mm为基数,加热系数取21s/mm),立即在油中冷却;经540~560℃、120min回火后浸入水中冷却。
处理结果:淬火后试样金相组织为马氏体+托氏体,硬度为49~50HRC。回火后硬度为27~30HRC。同炉试棒抗拉强度为830~840MPa;冲击韧度为117J/cm2。
值得指出,端部螺纹淬火前用石棉绳包扎好,或者热处理后再进行加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






