【摘要】:为了提高生产率和降低生产成本,以及获得较细的晶粒度,大锻件的快速加热法一直被重视,而且是目前正在研究推广的一种工艺。对大锻件的快速加热,人们最关心的是工件的内外温差和内应力的大小。表3-2所示为几种合金钢大锻件快速加热时的内外温差。尽管如此小的温差和拉应力值,目前大锻件的快速加热在生产中广泛采用仍受到一定限制。形状简单的锻件可以采用不经预热而直接把锻件放在淬火或正火温度的炉内进行“快速加热”。
大锻件的正火和淬火加热,通常采用阶梯加热法,如图3-1a所示。为了提高生产率和降低生产成本,以及获得较细的晶粒度,大锻件的快速加热法一直被重视,而且是目前正在研究推广的一种工艺。对大锻件的快速加热,人们最关心的是工件的内外温差和内应力的大小。表3-1所示为三种合金结构钢大锻件快速加热时最大拉应力的理论计算值。表3-2所示为几种合金钢大锻件快速加热时的内外温差。
表3-1 三种合金结构钢大锻件快速加热时最大拉应力的理论计算值
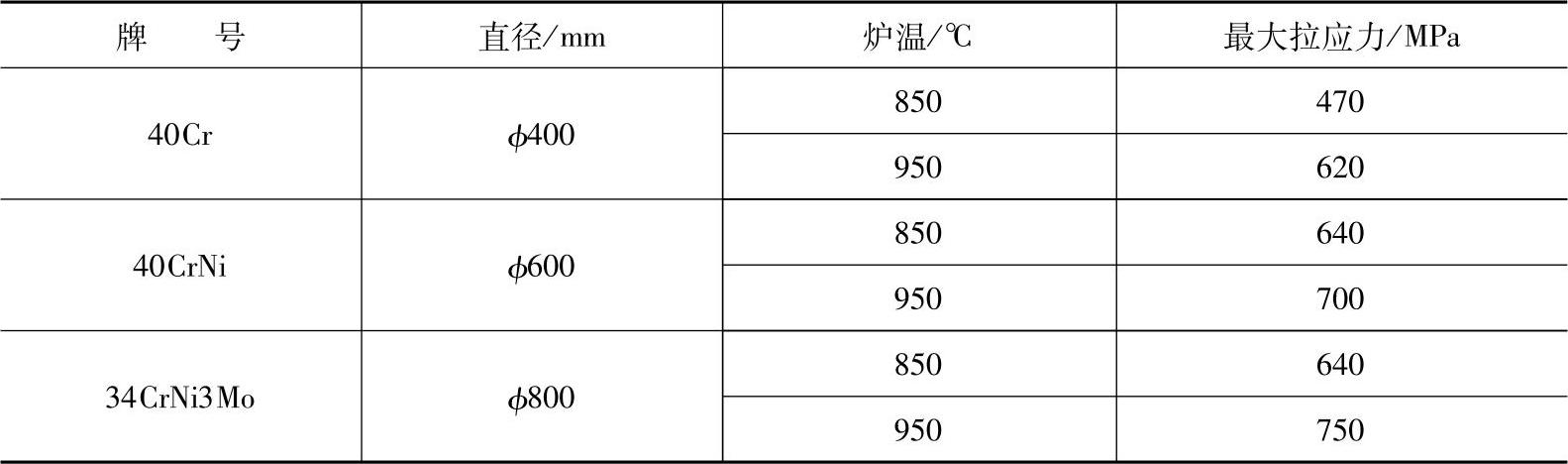
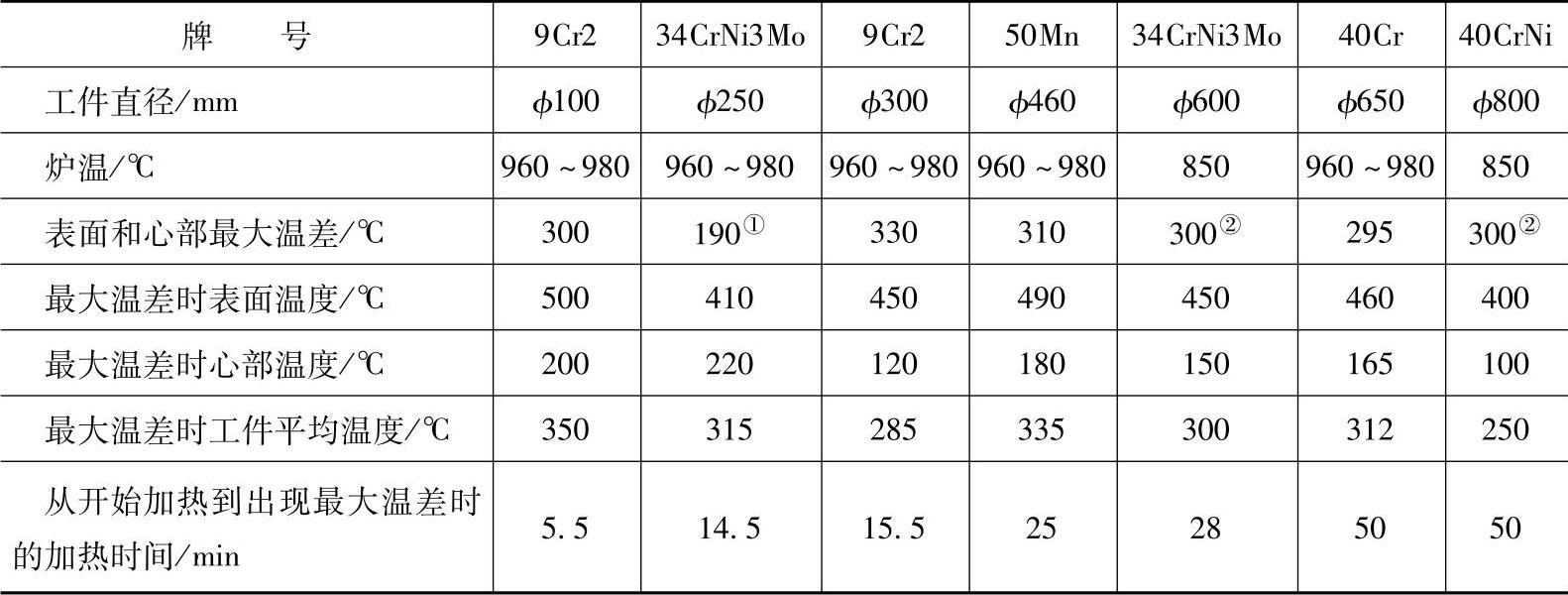
表3-2 几种合金钢大锻件快速加热时的内外温差
 (www.daowen.com)
(www.daowen.com)
①表面温度是在距表面20mm处测得(其他是在15mm处)所以相对小些
②表面温度在距表面10mm处测得。
由表3-2看出,直径为φ100~φ650mm的锻件无论在炉温为850℃,还是960~980℃加热,表面与心部最大温差大部分都在300℃左右,而且出现最大温差时的表面温度为450℃左右,心部温度为250℃以下,即平均温差为200~250℃。尽管如此小的温差和拉应力值,目前大锻件的快速加热在生产中广泛采用仍受到一定限制。主要原因是:一方面考虑锻件化学成分和组织的不均匀性、内部缺陷的不同程度地存在;另一方面由于大锻件的材料成本和加工费用都很高,势必要考虑采用更可靠的工艺等。
目前,我国生产大锻件的主要工厂已经采用热装炉进行正火、淬火及高温回火加热。不同规格的各种钢大锻件的分组及其热处理工艺规范如表3-3所示。形状简单的锻件可以采用不经预热而直接把锻件放在淬火或正火温度的炉内进行“快速加热”。大锻件在电阻炉或燃料反射炉中进行加热均可。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关实用热处理技术及应用的文章






