热处理的炉内整体加热方法如图3-1所示
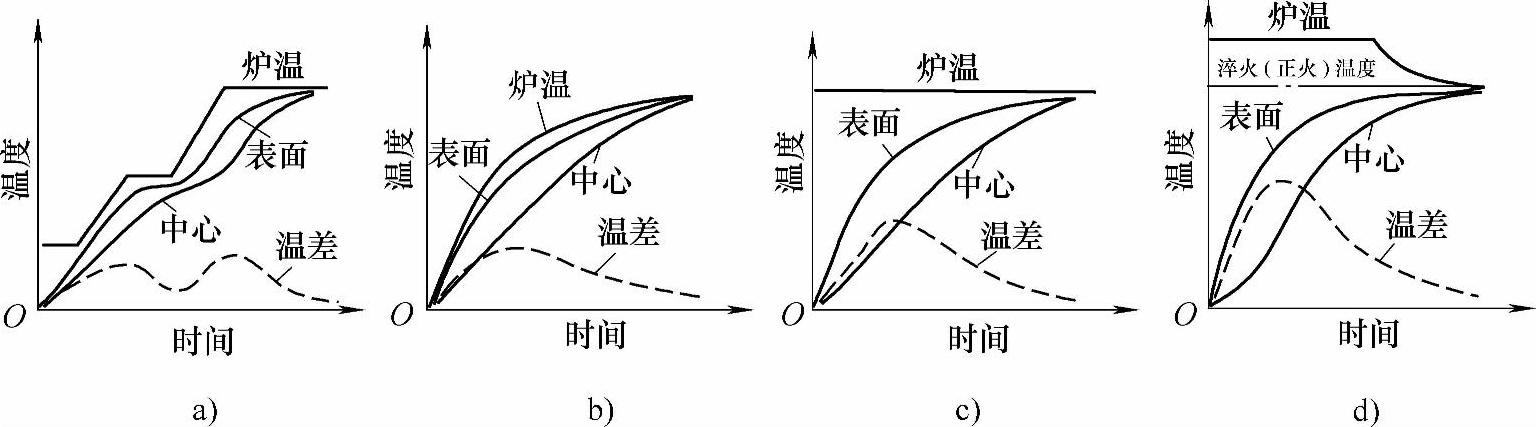
图3-1 热处理的炉内整体加热方法
a)阶梯加热 b)随炉升温加热 c)到温加热 d)快速加热
图3-1a所示阶梯加热法,是指工件在达到最终加热温度前,经过一次或两次(视钢种和工件大小而定)的预热。例如,截面尺寸在600mm以上的钢锭、大锻件及装炉量为5~8t的铸件退火、正火和淬火加热时,经常采用600~700℃的一次预热;复杂的高速钢刀具淬火时,通常采用550~600℃和800~850℃的两次预热。
图3-1b所示随炉升温加热法,是指工件冷态装炉,随炉一起升温加热。该加热方法应用于间断生产或炉子有一定温度时装料很困难的情况下,如台车炉和普通箱式炉加热时经常被采用。其缺点是加热时间长,氧化脱碳严重,生产率低。
图3-1c所示到温加热法,是指炉温预先控制在工件最终加热温度,工件冷态装炉后自然升温。这种方法应用较普遍,既适用于连续炉生产,或一个加热室、两个台车往复使用的情况;也适用于装出炉较方便情况下的箱式炉及盐浴炉加热。另外,该方法也是一部分大锻件不经预热的所谓“快速加热法”。(www.daowen.com)
图3-1d所示快速加热法,是指冷工件装入到高于工件最终加热温度100~120℃的炉内加热。其先进性主要表现在以下几方面:
1)在连续生产作业中应用,由于不需预热,从而节省了预热设备的投资。
2)由于加热速度快和加热时间短,因此,大大提高了生产率和节约了能源,符合环保要求。
3)易于控制。除高合金钢和截面尺寸较大的钢锭、铸件及大锻件外,一般均可在同一温度(如880~950℃)下进行加热,且不需保温阶段,只要掌握好加热时间即可。
4)工件加热过程的氧化脱碳现象大大减轻,且变形减小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





