实例1 W6Mo5Cr4V2钢微型铣刀按传统工艺方法淬火和回火后,使用时因脆性大经常崩刃。降低淬火加热温度导致硬度降低,因热硬性差而不耐用。改用1160℃加热后在260℃硝盐中停留2~3min后空冷的分级淬火,随后160℃回火4h空冷,然后在RJJ-35-9型井式气体渗碳炉中,利用直接滴甲酰胺100mL+无水乙醇50mL+丙酮16mL+四氯化碳6mL的混合液作为渗剂的方法进行氧氮碳共渗,解决了崩刃问题,且使用寿命大幅度提高。具体工艺如下:
1)热处理工艺:570~580℃加热,保持1.5h后预冷至200℃浸油。炉内压力为400Pa。
2)操作:排气阶段渗剂滴量为180滴/min(100滴=7mL);共渗阶段渗剂滴量为154滴/min。
处理结果:共渗层深度为0.03~0.04mm,硬度为906~926HV0.2。由于韧性提高不再崩刃,使寿命提高9倍。
实例2 固体氧氮碳复合处理,即发蓝处理+氮碳共渗。将工件首先在140℃的发蓝液(NaOH650g/L+NaNO2250g/L+H2O)中浸渍20~30min。清洗后将其装罐,用混合均匀的渗剂掩埋(与固体渗碳方法相同),并加盖密封。在570℃的箱式炉中保持3h后出炉空冷。
固渗剂的配方(质量分数):30%尿素+70%活性炭+1%NH4Cl。
实例3 QPQ处理,即盐浴氮碳共渗后,经过抛光在进行氧化处理,如图2-13所示。
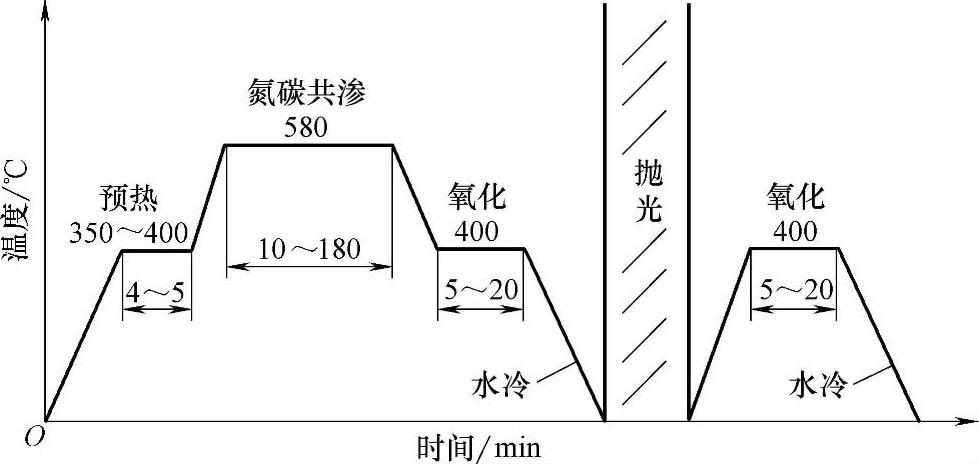
图2-13 QPQ处理工艺曲线(www.daowen.com)
1)所用设备及盐浴配方:在盐浴炉中进行氮碳共渗,其介质配方为尿素+甲酰胺。其氰酸根(CNO-)含量由被处理工件和技术要求而定,一般控制在32%~38%(质量分数),当氰酸根(CNO-)含量低于预定的下限时,添加再生盐即可恢复活性氧化处理采用蒸汽氧化法或表面发蓝处理。
2)操作要点:盐浴氮碳共渗温度通常不大于590℃,以避免氰酸根(CNO-)含量下降过快;但温度过低,会因盐液流动性差而影响共渗效果。
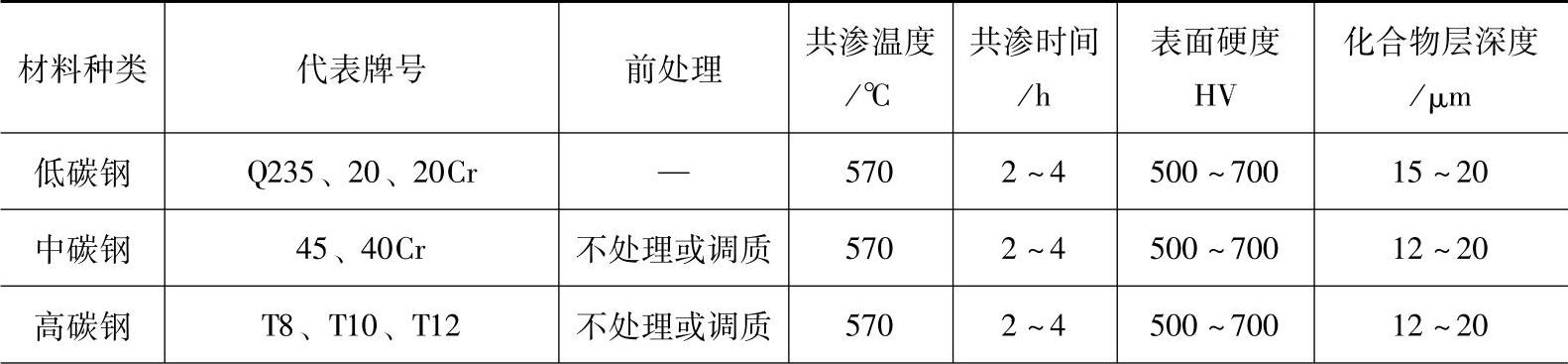
3)处理结果:常用材料的QPQ处理及结果见表2-12。
表2-12 常用材料的QPQ处理
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




