【摘要】:铸件人工时效是指铸件在530~570℃温度下经较长时间保温,以期稳定铸造组织和消除铸造内应力的工艺操作。2)铸件时效后的残余应力,可用钻孔法评定。铸件人工时效工艺规范见表1-86表1-86 铸件人工时效工艺规范5)铸件时效时,应严格按设备使用要求操作,并有妥善的劳动保护和安全技术措施。
铸件人工时效是指铸件在530~570℃温度下经较长时间保温,以期稳定铸造组织和消除铸造内应力的工艺操作。
1.适用范围
该工艺主要适用于:各种机床铸件,如床身、工作台、主轴箱、横梁、床鞍和夹具体,以及其他机械设备的类似铸件等。
2.技术要求
1)铸件时效后,其硬度应满足产品设计图样中的技术要求。
2)铸件时效后的残余应力,可用钻孔法评定。在不具备条件的情况下,应以正确执行工艺作保障。
3)铸件时效后的搬运、吊装等应平稳,以免产生新的应力。
3.工艺规范
铸件人工时效工序流程,有如下几种:
1)铸造→机械粗加工→人工时效→机械精加工。
2)铸造→机械粗加工→人工时效—机械半精加工→人工时效→机械精加工。
3)铸造→机械粗加工→自然时效。
4.操作守则(www.daowen.com)
1)大型铸件(单件大于10t),如设备受限制可在机械粗加工后进行自然时效,一般需1~1.5年以上。
2)铸件时效前,应将其浇冒口、飞边、型砂和芯骨等彻底清除,并进行机械粗加工和补焊。
3)铸件时效装炉,应确保加热时各部分受热均匀、摆放稳妥不易发生变形。
4)铸件时效的具体保温时间,应根据铸件重量、形状复杂程度及精度要求等确定。铸件人工时效工艺规范见表1-86
表1-86 铸件人工时效工艺规范

5)铸件时效时,应严格按设备使用要求操作,并有妥善的劳动保护和安全技术措施。
6)在设备运行过程,应进行温度和时间自动记录,以证明应力消除的可靠性。
5.具体应用
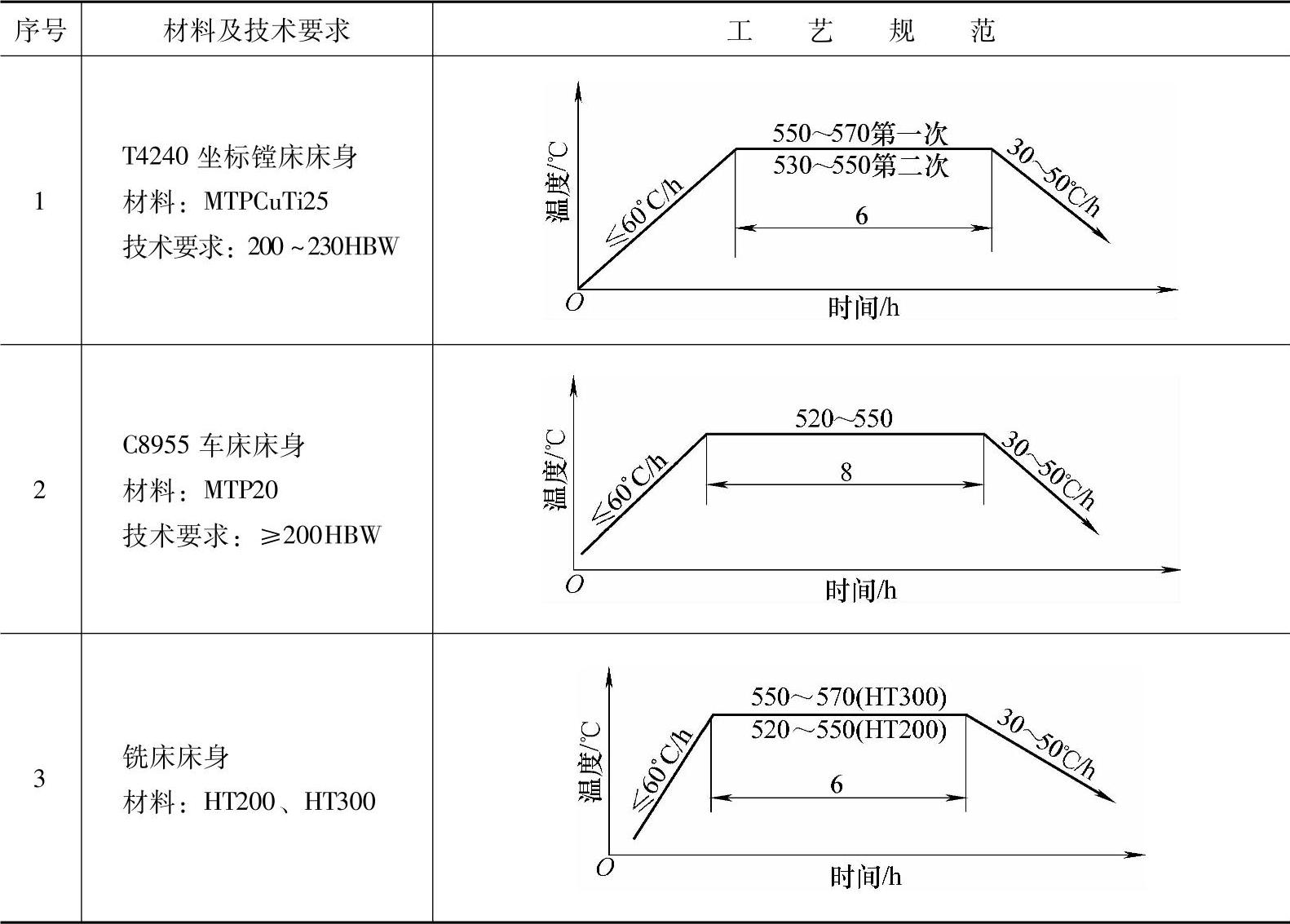
实例 几种机床床身的人工时效工艺见表1-87。
表1-87 几种机床床身的人工时效工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





