
渗钒是指将工件放在产生钒原子的介质中,经一定温度的加热并保温,将钒渗入其表面的热处理工艺。渗钒工艺曲线如图1-66所示。
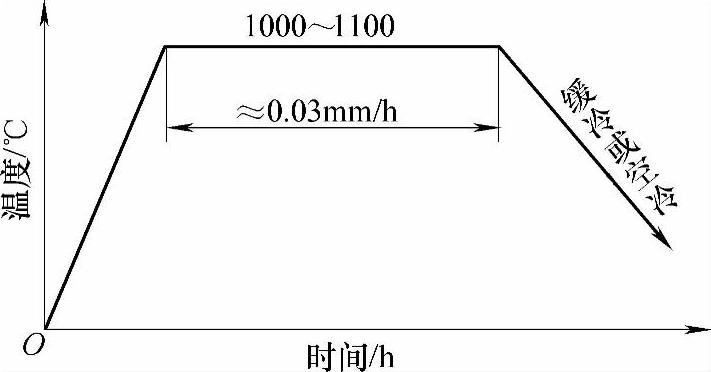
图1-66 渗钒工艺曲线
1.适用范围
该工艺主要适用于提高各种钢制作的工件的耐磨性和耐蚀性。
2.技术要求
1)低碳钢渗钒后,表面组织为钒在铁素体中的固溶体;中高碳钢为碳化钒或碳化钒与铁素体的混合物。
2)工件渗钒后,耐酸、盐腐蚀。
3)中高碳钢渗钒后,硬度不低于2000HV
3.操作守则
1)渗钒前,需将工件表面清理干净,不得有油污和锈迹等污物。
2)渗钒目前有盐浴渗钒、粉末渗钒和气体渗钒等。其中,盐浴渗矾处理温度较低使用较广泛。(www.daowen.com)
①盐浴渗钒所用成分是在熔融的硼砂浴中加入钒铁[钒的质量分数在43%以上,硼砂与钒铁质量比为8∶2,粒度为100~150目(约为0.097~0.150mm)],其加入量以盐浴呈碱性(pH值为9)为准。使用温度为930~970℃。当盐浴使用数次后,如果钒含量降至0.6%~0.8%(质量分数)时,渗钒将难于进行,可加入一些纯钒恢复盐浴的活性。
②粉末渗钒可以采用的渗剂成分(质量分数)为:60%钒铁+37%高岭土+3%的氯化铵。装箱方法与固体渗碳相同。渗钒温度为1000~1100℃。低碳钢渗钒后,表面层为钒在铁素体中的固溶体;中高碳钢渗钒后,表面层为碳化钒或碳化钒与铁素体的混合物。
③气体渗钒通常使用氯化钒及氢气作介质,在专用炉中,于1000~1100℃的温度下进行渗钒。
4.具体应用
钢件经渗钒后,表面由白亮层和过渡区组成。表1-80所示为几种钢930~970℃渗钒后的硬度和白亮层厚度。
表1-80 几种钢930~970℃渗矾后的硬度和白亮层厚度

(续)

注:表中45钢渗钒时间为4h,其余为10h
为了使心部获得一定的强度和韧性,渗钒后应空冷正火细化晶粒,然后按正常的温度进行淬火和回火。但高合金钢(如淬火温度在970℃以上的Cr12MoV和W18Cr4V等)可以渗钒后,继续升温到其正常淬火温度进行保温及冷却,然后回火。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




