【摘要】:电子束淬火是指在电子束加热装置上,利用能量高度集中的高能电子束对工件表面进行加热,并自行冷却硬化的热处理工艺。
电子束淬火是指在电子束加热装置上,利用能量高度集中的高能电子束对工件表面进行加热,并自行冷却硬化的热处理工艺。
1.适用范围
1)对常用钢和铸铁零件或模具进行一定深度的相变淬火。
2)对工件表面进行合金化处理。
3)使高硬度的刀具和模具表面硬质合金化等。
2.技术要求
1)电子束淬火后的硬度和金相组织,应满足图样设计或工艺中的技术要求。
2)表面相变硬化、表面合金化及硬质合金化后,表面不得有任何形式的裂纹。
3)连续淬火时,互搭部分过回火的硬度不得低于规定硬度范围下限5HRC。
3.工艺规范
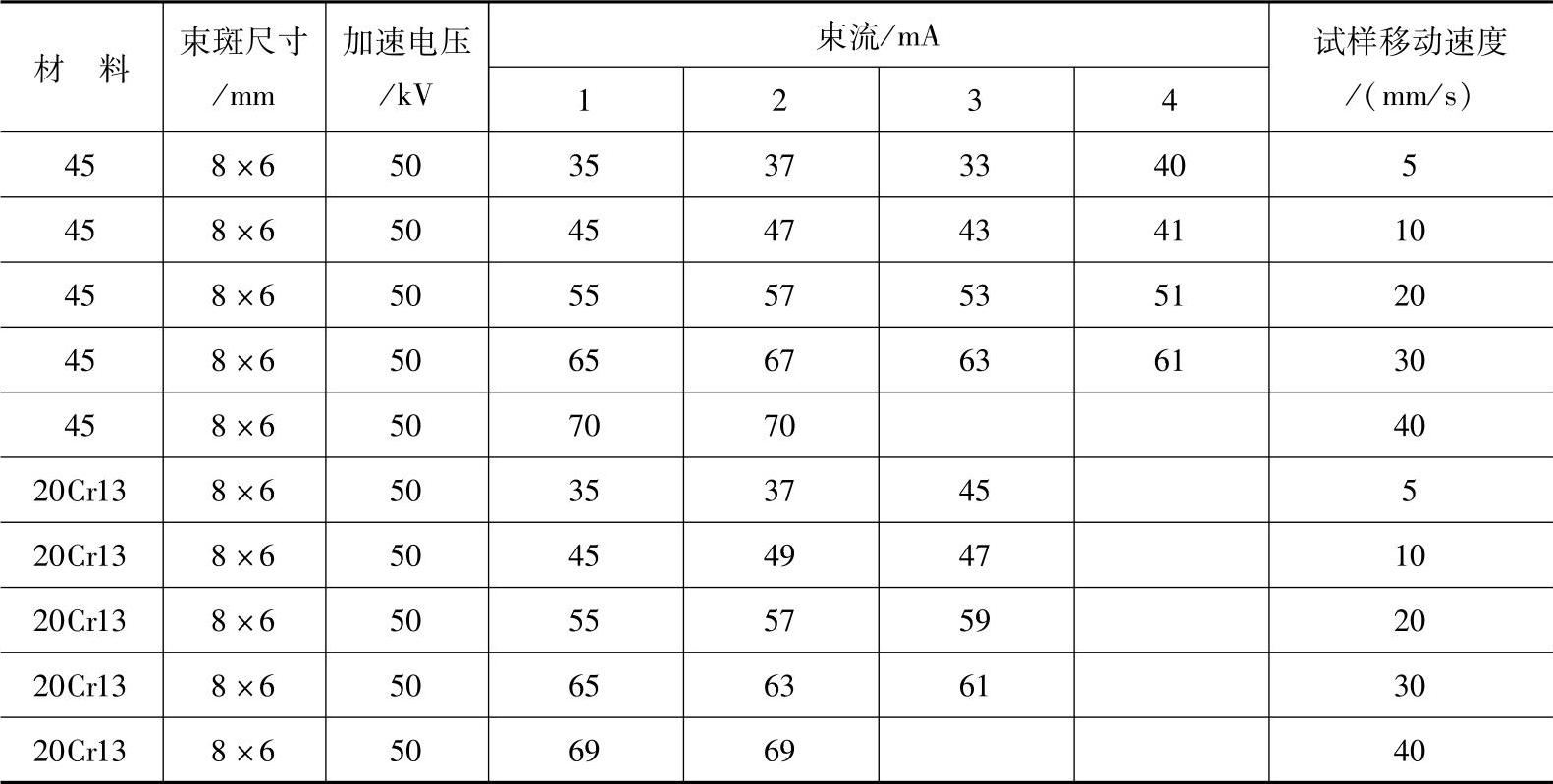
1)表1-49为45钢和20Cr13钢典型电子束淬火工艺参数。
表1-49 45号钢和20Cr13钢典型电子束淬火工艺参数
2)表1-50所示为42CrMo钢电子束淬火工艺参数(www.daowen.com)
表1-50 42CrMo钢电子束淬火工艺参数
(续)

注:试样尺寸:10mm×10mm×50mm,表面粗糙度Ra为0.4μm;所用设备为30kW电子束焊机;加速电压为60kV,聚集电流为500mA,扫描速度为10.47mm/s。电子枪真空度为4×10-2Pa,真空室真空度为0.133Pa。
4.操作守则
1)配备可靠的机电安全联锁装置,严格按安全技术规程操作。
2)具体操作可参照“电子束焊机操作规程”进行。
5.具体应用
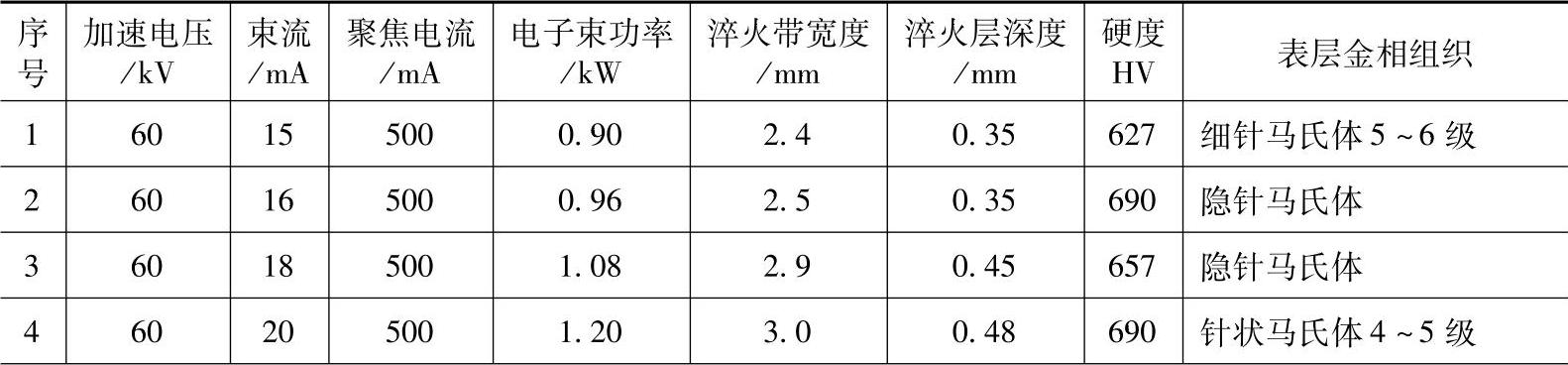
实例 汽轮机末级叶片进汽端的电子束淬火工艺参数见表1-51
表1-51 汽轮机末级叶片进汽端的电子束淬火工艺参数

处理结果:硬化层深度为0.5~1.0mm。变形量大部分均在0.1mm以下,与其他方法处理相比变形小得多。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







