【摘要】:3)连续淬火时,互搭部分过回火的硬度不得低于规定硬度范围下限5HRC。淬火后硬度为57HRC,深度在0.3mm内大致维持该硬度值。图1-49 40钢主轴激光淬火后的硬度
激光淬火是指利用激光发生器发出的激光束,在专门的激光热处理装置上对工件表面进行加热,并自行冷却硬化的热处理工艺。
1.适用范围
1)对常用钢和铸铁零件或模具进行一定深度的相变淬火。
2)对工件表面进行合金化处理。
3)使高硬度的刀具和模具表面硬质合金化等。
2.技术要求
1)激光淬火后的硬度和金相组织,应满足图样设计或工艺中的技术要求。
2)表面相变硬化、表面合金化及硬质合金化后,表面不得有任何形式的裂纹。
3)连续淬火时,互搭部分过回火的硬度不得低于规定硬度范围下限5HRC。
3.工艺规范
2)扫描速度一般为300~750mm/min。
3)光束摆动宽度一般为5~20mm。
4)光束射入角度小于45°。(www.daowen.com)
5)光斑功率密度一般为1000~10000W/cm2,常用1000~6000W/cm2。
4.操作守则
1)为了提高光的吸收率,淬火加热前应进行黑化处理。其方法有:表面磷化法表面炭素涂履法、黑漆涂刷法等。
2)操作时肉眼不得直接或间接注视激光,并佩带防护眼镜。
3)应配备可靠的机电安全联锁装置,以防激光误起振或误传送。
4)激光器除工作需要部分外,应严加密封,不得外漏。
5)激光束周围不得放置高反射率物品。
6)应严格按安全技术规程操作。
5.具体应用
实例 40钢主轴激光淬火:光束摆动宽度为17.8mm,沿运行方向长为10mm,扫描速度为305cm/min。淬火后硬度为57HRC,深度在0.3mm内大致维持该硬度值。接近心部时,下降至40HRC左右。降低扫描速度可得到深的硬化层。
40钢主轴激光淬火后的硬度如图1-49所示。
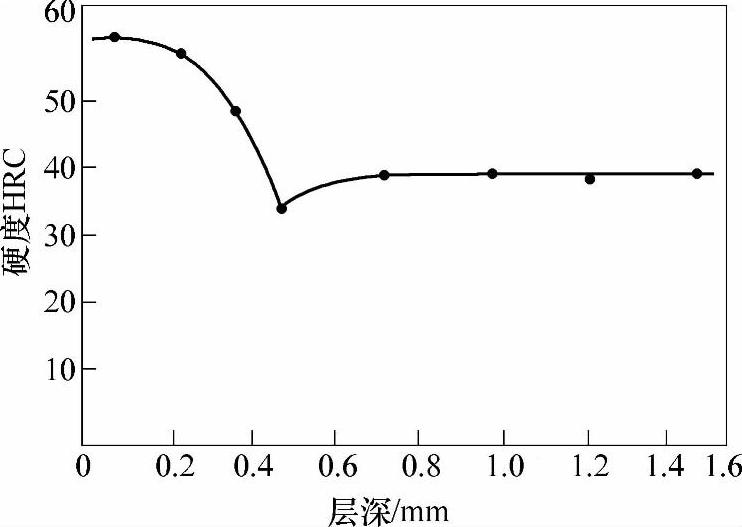
图1-49 40钢主轴激光淬火后的硬度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





