火焰淬火是指利用氧乙炔(或其他可燃气体)焰对工件表层加热并快速冷却的热处理工艺。火焰淬火方法如图1-44所示。
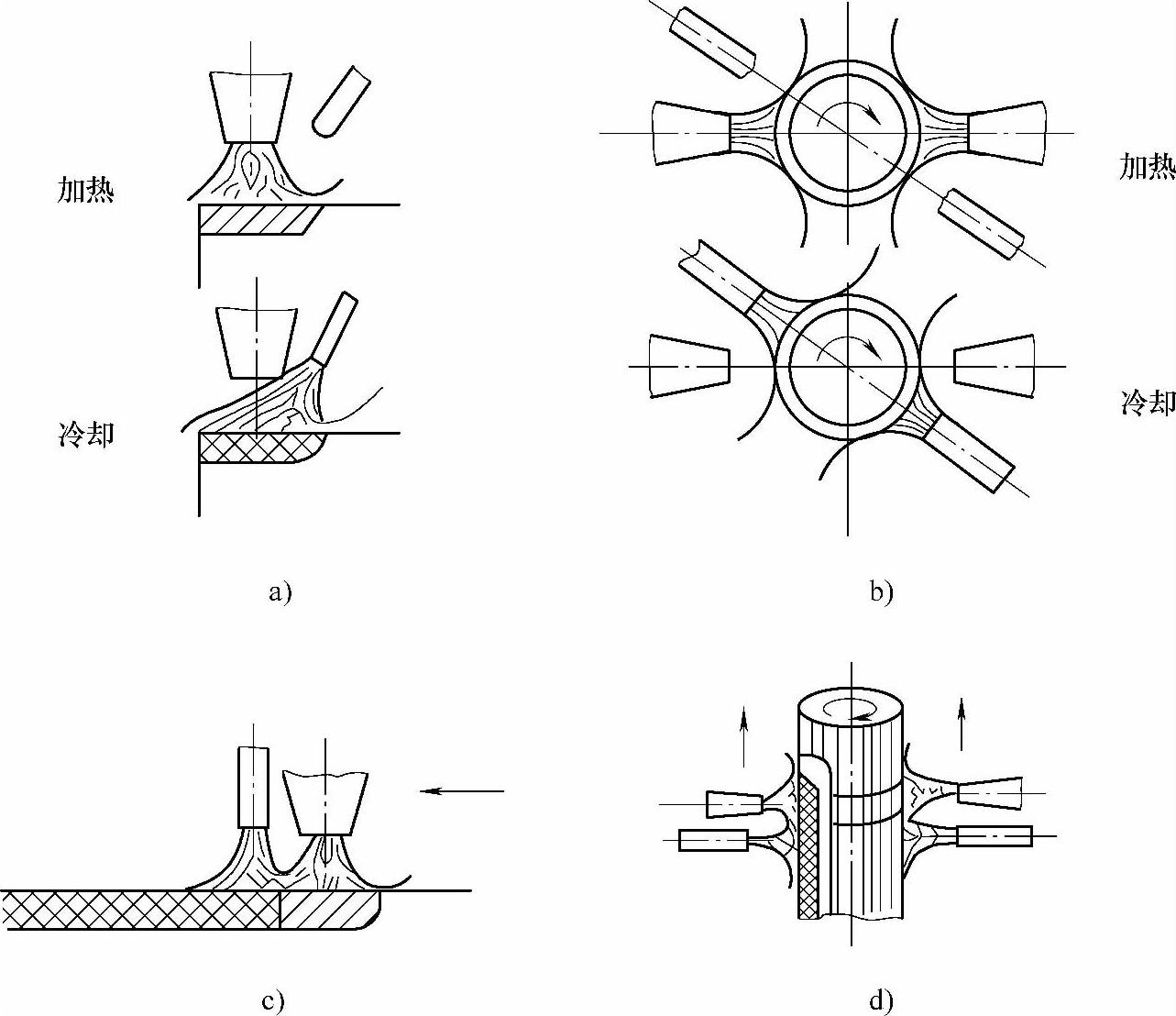
图1-44 火焰淬火方法
a)固定法 b)旋转法 c)推进法 d)旋转推进法
1.适用范围
1)中碳碳素钢和中碳合金钢制作的工件。
2)表面无任何缺陷且基体组织中大部分为珠光体(体积分数≥70%)的球墨铸铁工件。
2.技术要求
1)表面淬火后的硬度和硬化层深度,均应满足产品设计图样中的技术要求。
2)表面淬火后的金相组织:硬化层为马氏体,过渡层为托氏体和索氏体,心部为原始组织。
3)淬火后表面不得有严重氧化和被烧伤迹象。
4)一般工件不允许有回火软带。特殊工件回火软带宽度不得大于12mm,且硬度不得低于允许硬度范围下限15HRC。
3.操作守则
1)火焰淬火前,工件应进行正火或调质处理,以使淬火后获得细密的表面淬火组织。
2)淬火前,工件表面应清洁,无氧化皮和其他痕迹,以免淬火应力集中而产生裂纹和硬度不均。
3)火焰淬火的冷却介质,一般用水或压缩空气,或两者结合使用。碳的质量分数为0.6%以下的碳素钢常采用15~25℃的水作淬火冷却介质;碳的质量分数为0.6%以上的碳素钢和含Si、Mn的低合金钢常采用30~40℃的水作淬火冷却介质。对于有沟槽的工件,可以使用水和空气联合冷却;对于GCr15、65Mn等钢制作的工件,可以采用压缩空气冷却。
4)正式生产前,应验证工艺参数的正确性。在通常情况下,喷焰嘴小孔孔径为φ0.5mm,喷水嘴小孔孔径为φ0.8~φ1.0mm;喷嘴与工件表面距离为10~15mm,即火焰的焰心与工件表面距离为1.5~3.0mm(此处温度最高);喷火孔与喷水孔距离为10~15mm。
5)严格检查管路系统是否漏气,检查时不得用明火试验。
6)操作过程若发现火焰倒流,应立刻关闭喷嘴。(www.daowen.com)
7)推进法加热火焰移动速度与淬硬层深度的关系,见表1-41。
表1-41 推进法加热火焰移动速度与淬硬层深度的关系

8)操作完成后,先关闭氧气,然后关闭乙炔,最后关闭喷水口。
9)操作过程随时检查氧气和乙炔压力。压力不足时不得操作。
10)操作过程严格遵守安全规程,并应有妥善的安全技术措施。
4.具体应用
实例 图1-45为45钢蜗杆,表面硬度要求为45~50HRC。在卧式车床上安装拖板和喷嘴架进行连续火焰淬火。
其工艺参数如下:
1)用两支最大号割炬改装喷嘴加热。
2)速度为31.42mm/r。
3)用手摇丝杠带动长盘旋转前进。
4)工作压力:氧气3×105Pa,乙炔0.77×105Pa。
5)冷却介质:自来水。
火焰淬火后工件硬度为50~52HRC,回火后表面硬度符合技术要求。
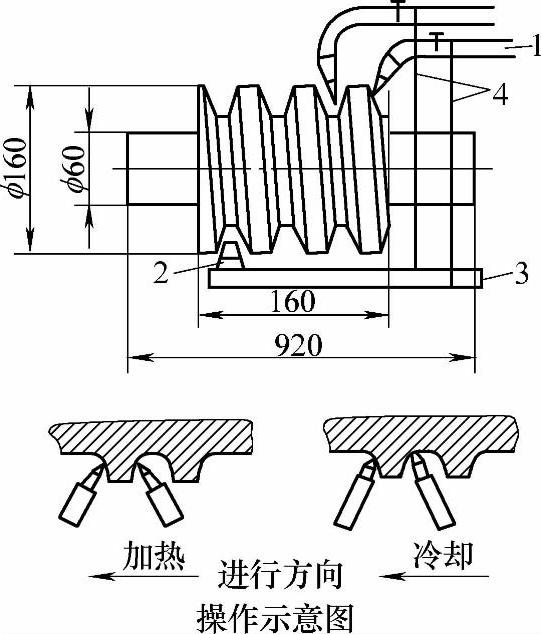
图1-45 45钢蜗杆
1—喷嘴 2—滑子 3—拖板 4—喷嘴架
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





