调质处理是为使钢件或其半成品获得综合力学性能良好的回火索氏体组织,而实施的淬火加高温回火的复合热处理工艺。
1.适用范围
1)要求较高综合力学性能的中碳结构钢工件或半成品。
2)某些高合金钢的软化。
3)改善半成品加工的表面粗糙度,以及减小最终淬火的变形倾向等。
2.技术要求
1)处理后晶粒细化,组织呈一定弥散度的粒状索氏体状态。
2)处理后的硬度推荐为197~302HBW,或按图样要求处理。
3)半成品调质后的变形量不得超过冷热加工协商的允许变形量。
4)淬火加热过程产生的脱碳层深度不得超过各部位实有的加工余量。
3.操作守则
1)淬火加热和保温应确保原始组织完全奥氏体化。
2)淬火冷却速度应确保绝大多数奥氏体转变成马氏体,零件表层铁素体的体积分数不得超过5%。
3)淬火后的高温回火温度,依钢种、工序间对调质处理的硬度要求及淬火后硬度而定。
4)高温回火的保温时间视装炉量和钢种而定。具体计算方法,参见附录B所推荐的公式。一般以透烧后保温30~40min为宜。
5)调质处理的高温回火,对于大部分钢种在空气中冷却即可。但对于下列几组有第二类回火脆性的钢种,如锰含量较高的锰钢,碳含量较高的铬钢、铬硅钢、铬锰钢铬锰硅钢、铬镍钢、硅锰钢等在高温回火后须采用油冷或水冷。
6)对于重要零件,高温回火快冷后应补充一次180~200℃的低温回火,以消除因快冷而产生的新内应力。
4.具体应用
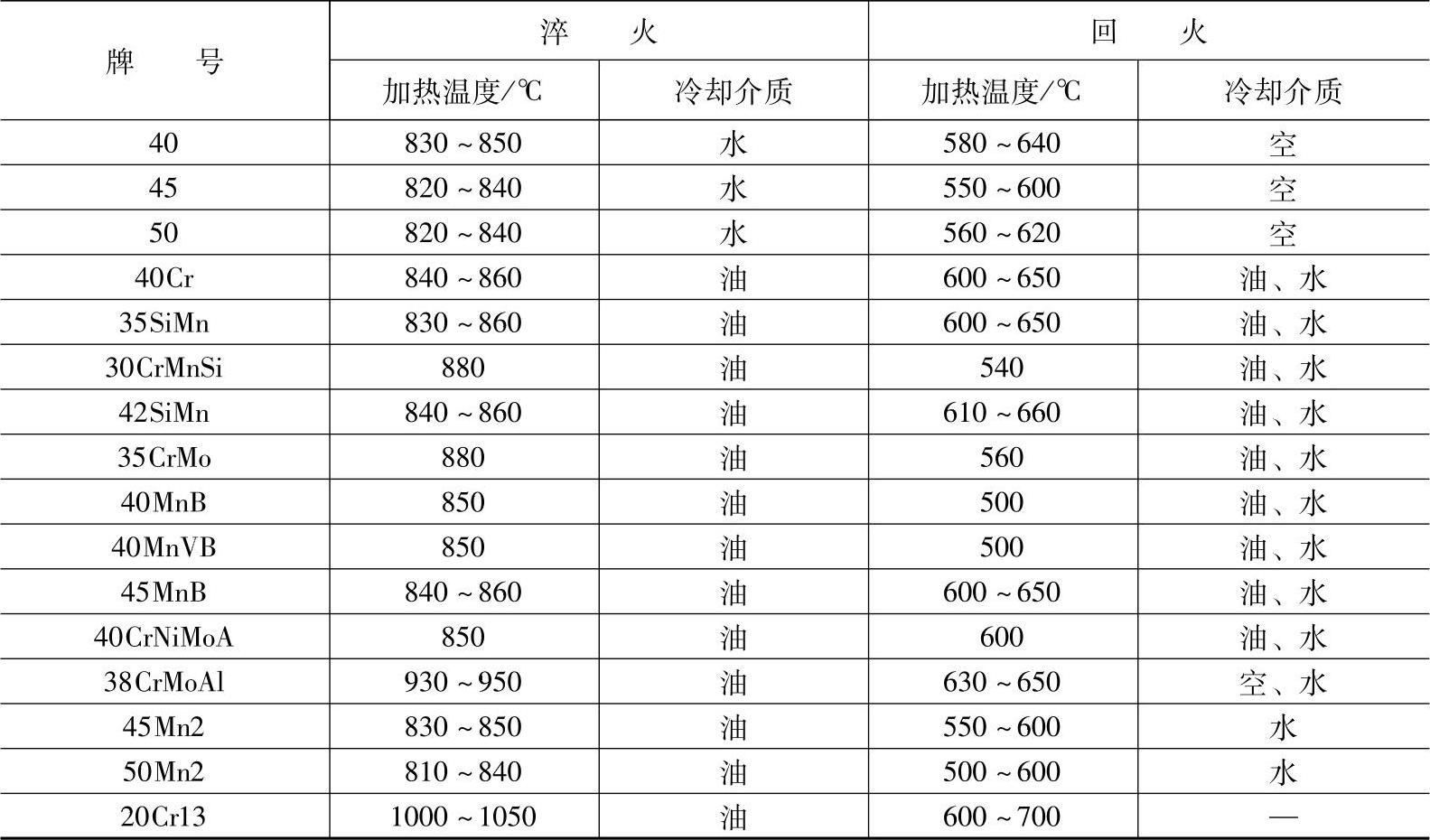
(1)调质工艺规范 常用钢的调质工艺规范见表1-37。
表1-37 常用钢的调质工艺规范(www.daowen.com)
(2)应用实例
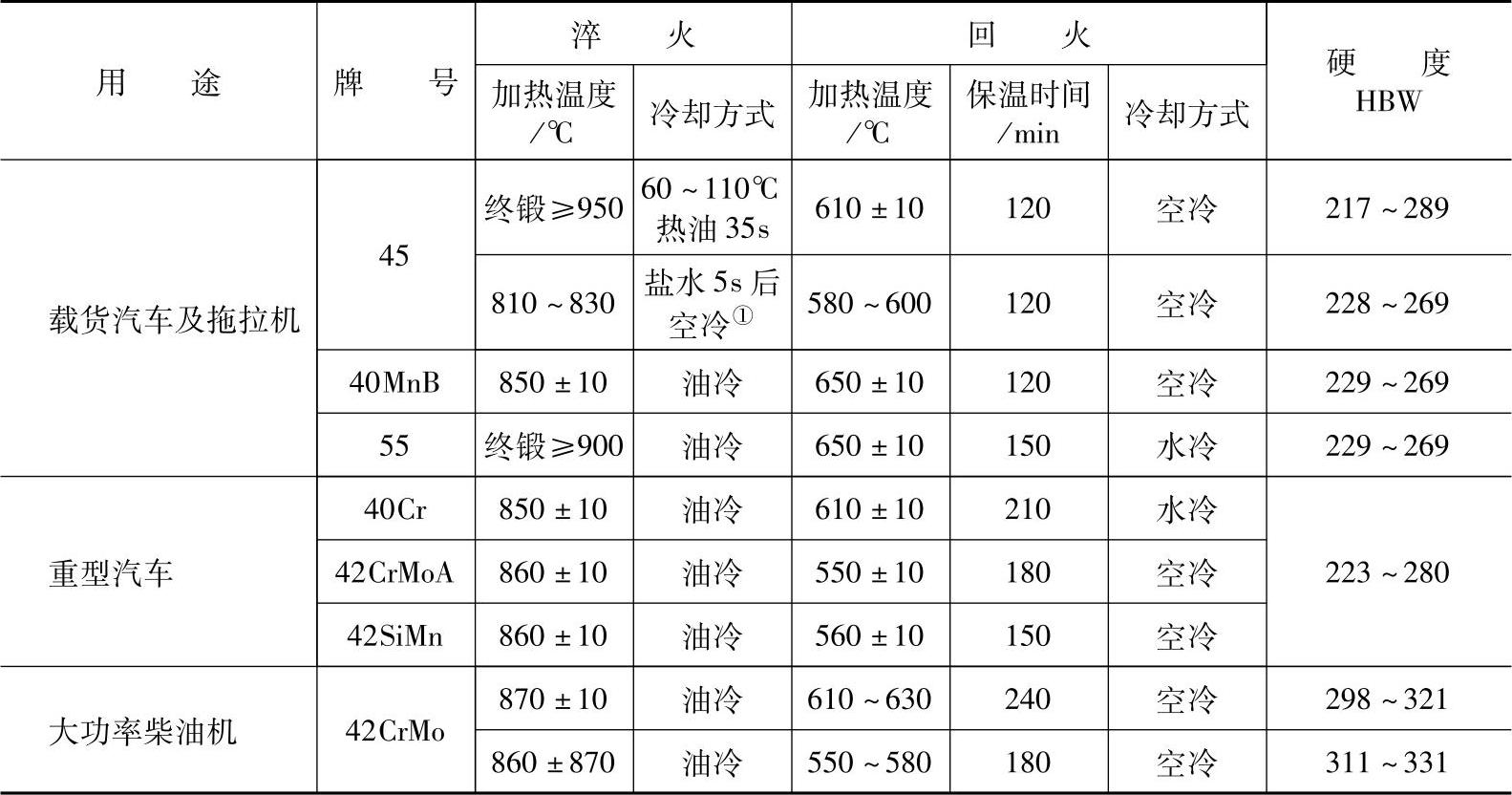
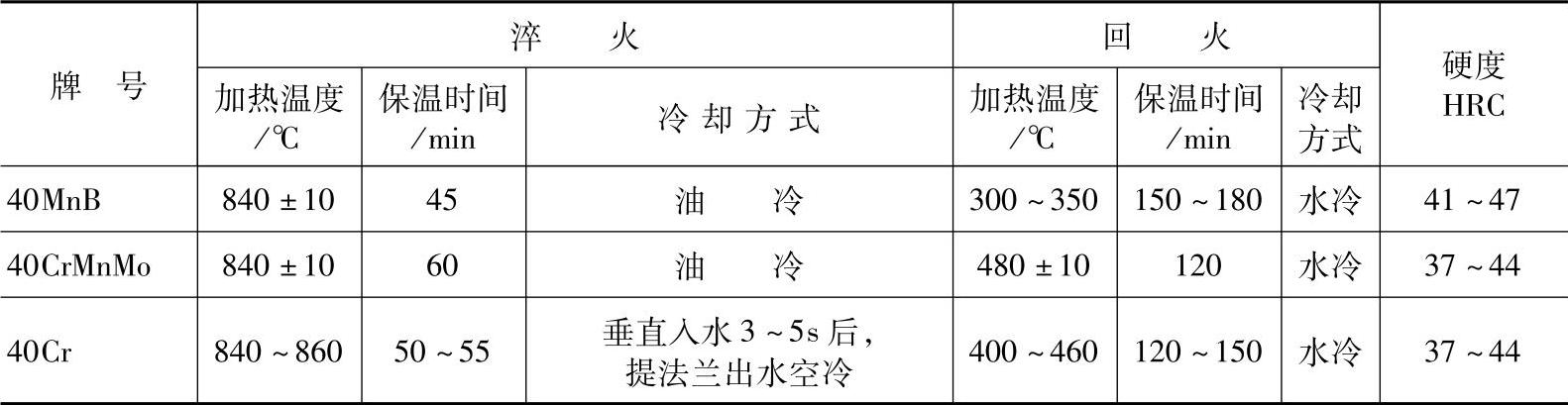
实例1 汽车和拖拉机连杆的调质工艺。表1-38和表1-39所示分别为汽车和拖拉机连杆与半轴的调质工艺。
表1-38 汽车和拖拉机连杆的调质工艺
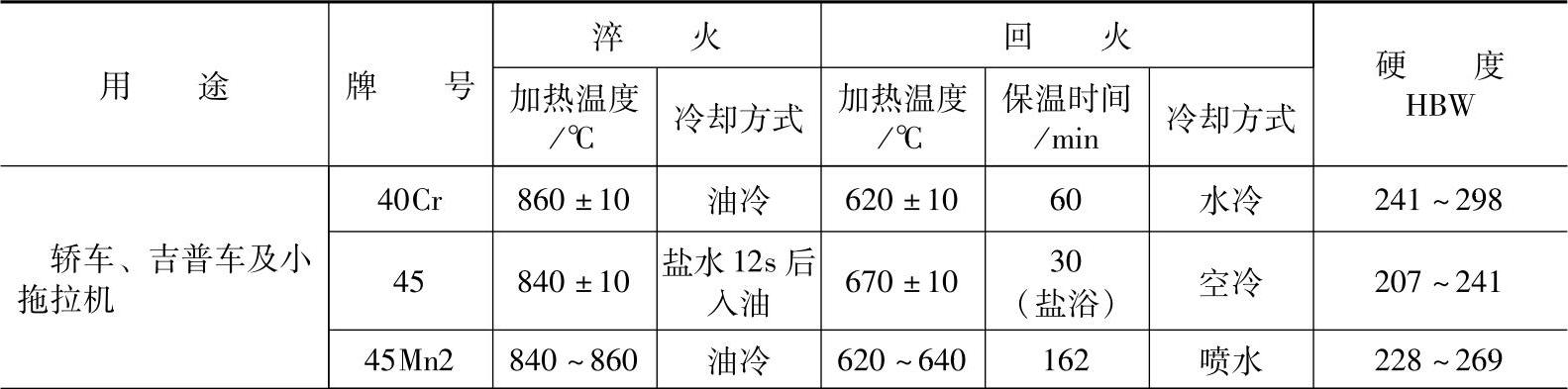
(续)
①控制盐水冷却时间的工艺只限于手工操作的小量生产方式
表1-39 汽车和拖拉机半轴的调质工艺
实例2 大型铸锻件的典型调质工艺。图1-42和图1-43分别为5CrMnMo钢热轧工作辊和7Cr3Mo钢支承辊的调质工艺。

图1-42 5CrMnMo钢热轧工作辊调质工艺

图1-43 7Cr3Mo钢支承辊调质工艺
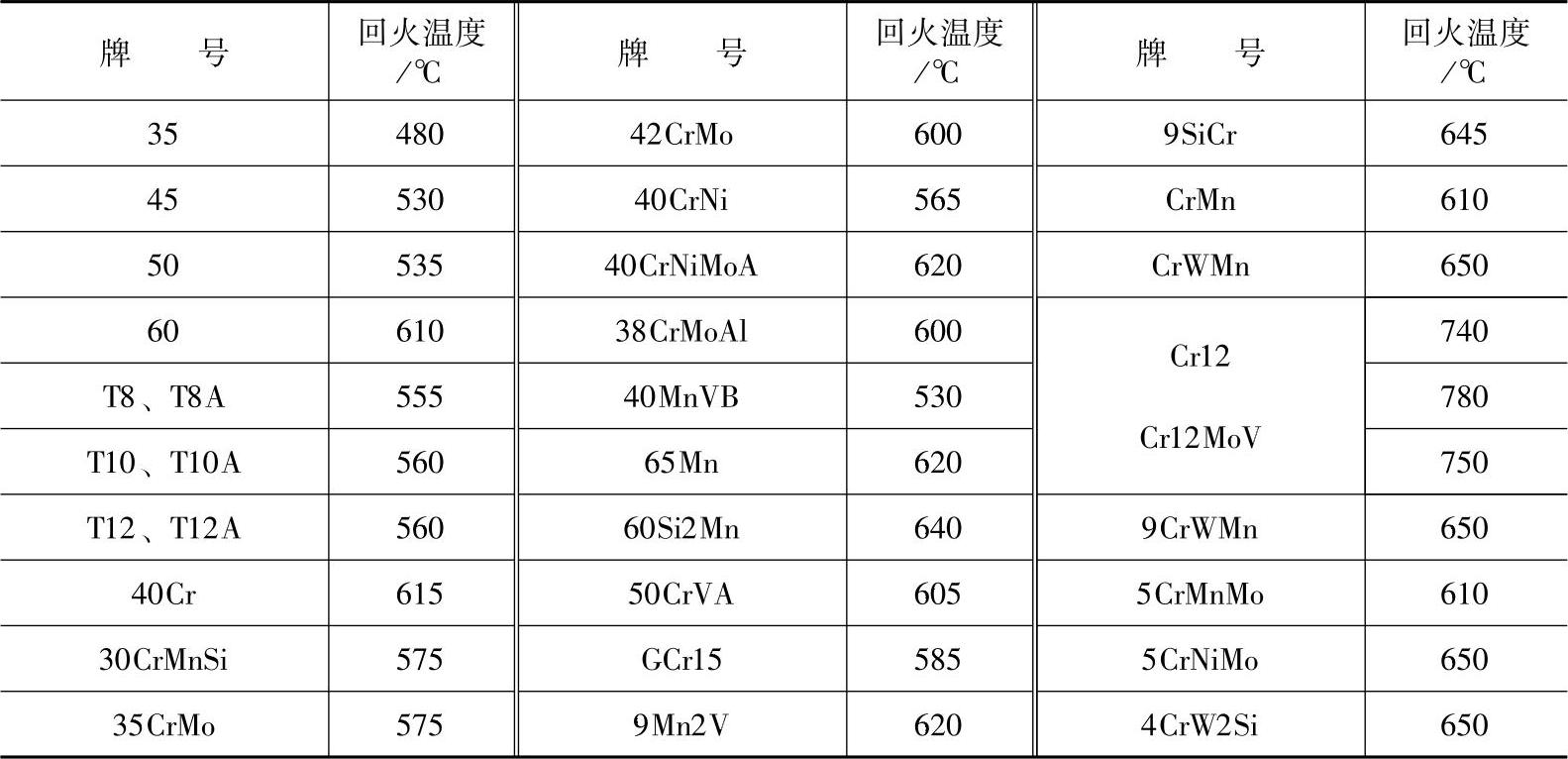
实例3 改善切削加工表面粗糙度的调质工艺。对于切削加工,工件硬度低,虽然容易加工,但工件表面粗糙度不好;工件硬度高,虽然工件表面粗糙度好,但刃具磨损严重。试验和实践均证明,工件调质处理硬度为28~32HRC时,可以两者兼顾。表1-40所示为常用钢硬度为28~32HRC时调质处理的回火温度。
表1-40 常用钢硬度为28~32HRC时调质处理的回火温度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





