自回火是指利用局部或表层淬硬工件内部的余热使淬硬部分回火的热处理工艺,也称为自热回火。
1.适用范围
1)单件或小批生产、局部要求硬度的工件。
2)单件或小批生产且各有效截面较对称的、整体要求硬度的工件。
3)Ms高于300℃的低碳钢工件,在淬火冷却过程马氏体形成瞬间,靠其余热可进行回火。
2.技术要求
1)自回火后,关键部位的硬度应满足产品设计图样中的技术要求,其余部分允许有10HRC的硬度差。
2)低碳钢淬火—自回火及工件整体淬火—自回火后,硬度允差不得超过产品设计图样中的技术要求。
3.操作守则
1)低碳钢工件整体强韧化的淬火—自回火,一般按通常的淬火操作一次完成。
2)单件或小批生产的工件淬火—自回火时,一般以所谓的工件回火色作为判断依据。回火色与回火温度的关系见表1-33。
表1-33 回火色与温度的关系
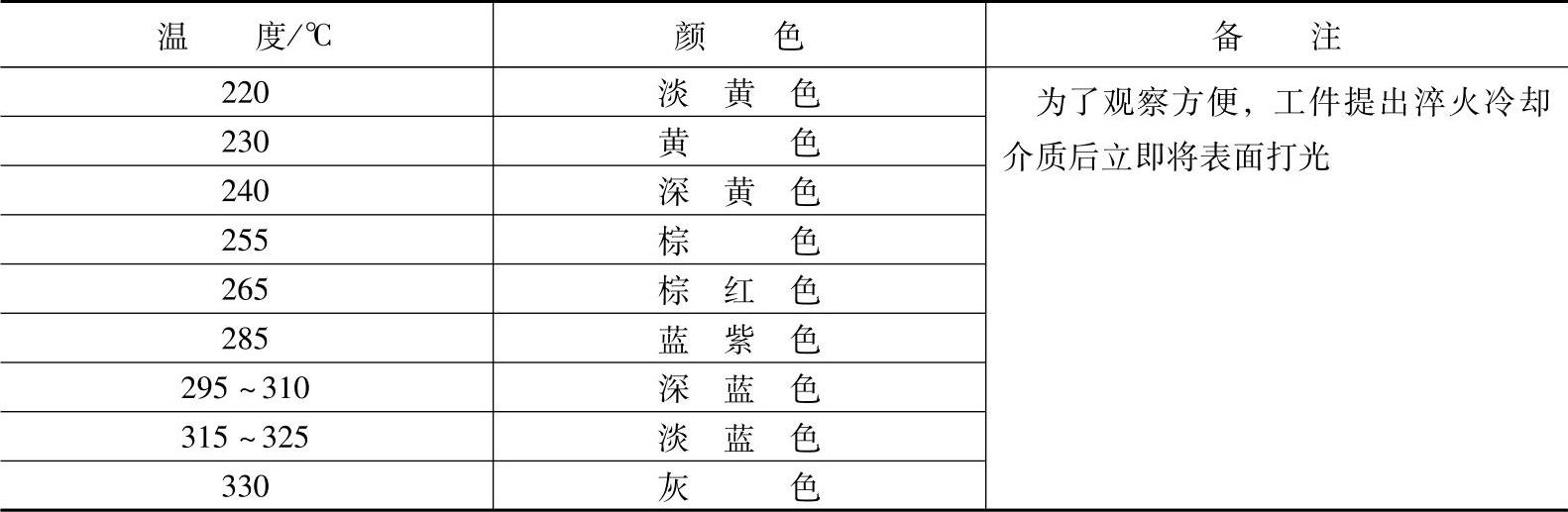
3)自回火过程中,当回火色达到预期颜色时,应立即将工件投入油或水中终止继续回火。
4)单件或小批生产的工件利用余热自回火时,由于没有保温时间,故回火温度应比普通回火温度高10~20℃。
5)对于各部分有效断面差别较大的工件,回火冷却过程可根据预期颜色出现的先后,依次逐渐浸入水或油中,以免回火不均匀。
4.具体应用(www.daowen.com)
实例1 图1-40所示为6种淬火—自回火工件。6种工件均用45钢制作,经830~860℃淬火加热后,在10%(质量分数)的盐水中冷却数秒,立即取出进行自回火。
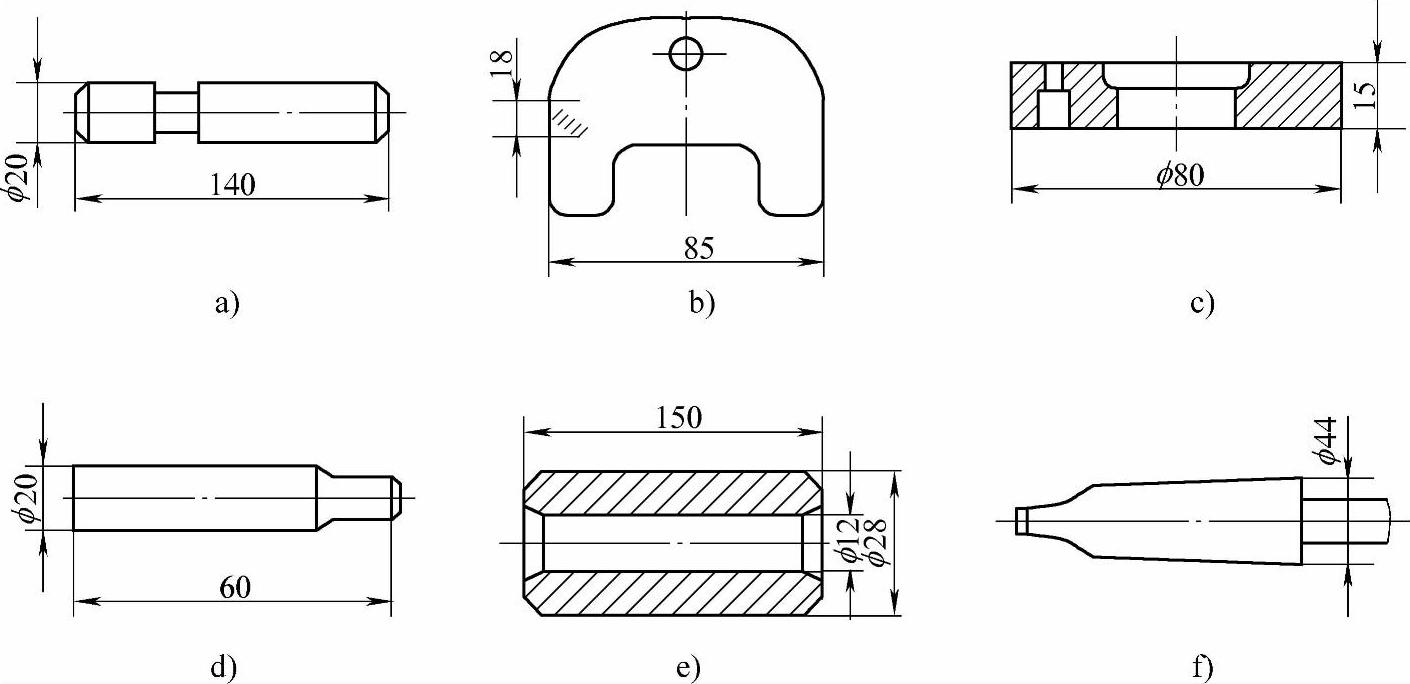
图1-40 6种淬火—自回火工件
a)模具导柱 b)夹具压板 c)垫圈 d)小轴 e)套筒 f)锥柄
1)模具导柱要求硬度为38~43HRC。自回火冷却2.5s,硬度为40~42HRC;冷却2.7s,硬度为42~44HRC;冷却3s,硬度为46~47HRC。
2)夹具压板(见图1-40b)要求硬度为45~49HRC。自回火冷却2.5s,硬度为46~47HRC;冷却3.0s,硬度为51~53HRC;冷却3.5s,硬度为53~57HRC。
3)垫圈(见图1-40c)要求硬度为45~49HRC。自回火冷却4.0s,硬度为44~50HRC;冷却4.5s,硬度为46~50HRC。
4)小轴(见图1-40d)要求硬度为25~30HRC。自回火冷却1.0s,硬度为20~23HRC;冷却1.5s,硬度为25~30HRC;冷却2.0s,硬度为40~45HRC。
5)(见图1-40e)套筒要求硬度为25~30HRC。自回火冷却1.5s,硬度为25~30HRC;冷却2.0s,硬度为40~43HRC;冷却3.0s,硬度为43~48HRC;冷却4.5s硬度为45~50HRC。
6)锥柄(见图1-40f)要求硬度为45~49HRC。自回火冷却4.0s,硬度为43~48HRC;冷却4.5s,硬度为45~50HRC。
实例2 手用工具的淬火—自回火。图1-41所示为钳工手工具,可采用淬火—自回火方法获得所需要的性能。其共同特点是:均用T7A或T8A钢制作;局部(图示的a和b两端部分)要求硬度52~56HRC。为满足使用要求,可在780~800℃盐浴炉中整体加热或局部快速加热。
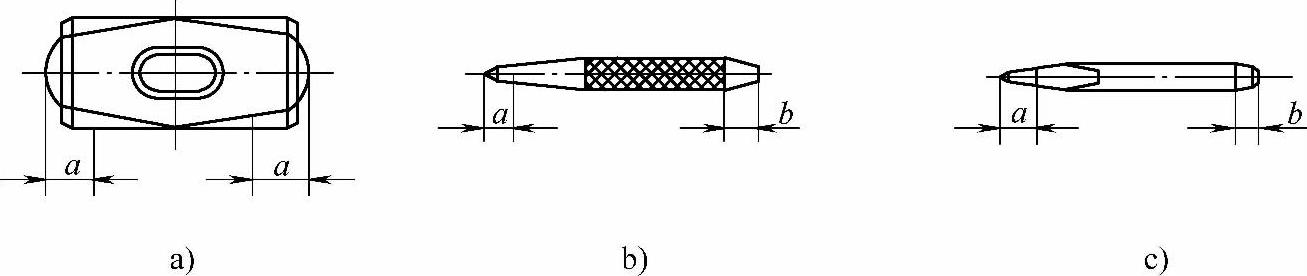
图1-41 钳工手工具
a)大锤 b)样冲 c)錾子
1)手用大锤(见图1-41a)的淬火—自回火操作:将整体加热好的大锤一端(约为图1-41a所示的2a长度)浸入水中冷却,同时另一端在空气中进行预冷至不低于750~760℃时,开始转换冷却另一端。初冷端在空气中利用自身余热进行自回火,待该端水分蒸发完再多停留3~5s,立刻重新冷却该端。另一端开始自回火,待该端水分蒸发完再多停留3~5s后,立刻重新冷却该端。如此反复转换,直至中间段达到600℃以下(黑红色)后全部浸入水中。其结果硬度合格,使用性能良好。
2)样冲(见图1-41b)和钳工錾子(见图1-41c)的淬火—自回火操作:利用900~950℃盐浴快速加热或用氧乙炔焰加热,使欲淬火端(图1-41b、c所示的2a长度)达到780~800℃(橘红色),将加热好的一端在水中浸入图1-41b、c所示的a深度,直至其余部分达到600℃以下(黑红色)后,取出观察回火色,待淬火段呈现蓝紫色或深蓝色时,全部浸入水中冷透后取出。结果硬度合格,使用性能良好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




