索氏体化处理是高强度钢丝或钢带制造中的一种特殊处理方法,又称为派登脱处理。其工艺过程是将中碳钢或高碳钢线材或带材加热奥氏体化后在Ac1以下适当温度(约500℃)的热浴中等温或在强制流动的气流中冷却,以获得索氏体或以索氏体为主的组织,这种组织适于冷拔,冷拔后可获得优异的强韧性配合。
1.适用范围
该工艺主要适用于碳的质量分数为0.6%~0.9%、直径为φ0.2~φ8.0mm的碳素钢钢丝和直径为φ1.0~φ6.0mm的65Mn钢丝的热处理。这些钢丝经索氏体化处理并冷拔后,绕制的弹簧不需淬火,仅经210~320℃的回火即可使用。
2.技术要求
1)确保金相组织为均匀的单一索氏体组织。
2)钢丝硬度为32~38HRC。
3)表面脱碳层深度不得大于钢丝有效直径的0.25%~0.30%。
4)索氏体化处理后的晶粒度应在5级以下。
3.操作守则
1)索氏体化处理的加热温度允许比普通淬火温度高80~120℃,旨在使奥氏体充分均匀化,但不宜加热时间过长。
2)加热过程应采取有效措施预防氧化脱碳。
3)奥氏体化加热后,立即转入具有一定温度(碳素钢钢丝一般在480~540℃, 65Mn钢丝一般在470~520℃)的铅浴或盐浴中等温保持。具体时间根据所处理钢的奥氏体等温转变图确定,通常为60~90min,根据实际情况可适当调整。
4)无论使用铅浴,或是盐浴作等温介质,均应有相宜的劳动和环境保护措施,并按浴炉安全守则操作。
4.具体应用
实例 冷拔钢丝的索氏体化处理,即所谓的“冷拔钢丝的铅浴淬火”。这种处理方法在专用的设备中进行。图1-37所示为钢丝连续铅浴淬火设备布置示意图。
 (https://www.daowen.com)
(https://www.daowen.com)
图1-37 钢丝连续铅浴淬火设备布置示意图
1—放线架 2—钢丝 3—加热炉 4—铅浴槽 5—收线架
处理时,将钢丝2置于放线架1上,一般是十几根或几十根同时进入加热炉3中在炉中运行一定时间,钢丝达到900~950℃发生完全奥氏体后,连续进入450~650℃的铅浴槽4中进行索氏体转变,随后空冷或淋水冷却,最后由收线架卷成盘条。
钢丝在加热炉中的淬火温度t,主要由钢的碳含量和钢丝直径大小而定。通常由下式确定:
t=[900-50w(C)]℃+10d℃/mm 式中 w(C)——钢中碳的质量分数(%);
d——钢丝直径(mm)。
图1-38所示为钢丝铅浴淬火温度与其碳含量及钢丝直径的关系。
钢丝在炉中的加热时间,主要与炉温及钢丝直径有关,关键是要确保钢丝加热完全奥氏体化,一般通过工艺试验确定。铅浴中的温度也取决于碳含量及钢丝直径。可按下式计算:
t′=[400+60w(C)]℃+15d℃/mm式中 w(C)——钢中碳的质量分数(%);
d——钢丝直径(mm)。
图1-39所示为铅浴温度与钢中碳含量及钢丝直径的关系。在铅浴温度下的停留时间,应确保发生完全索氏体转变。
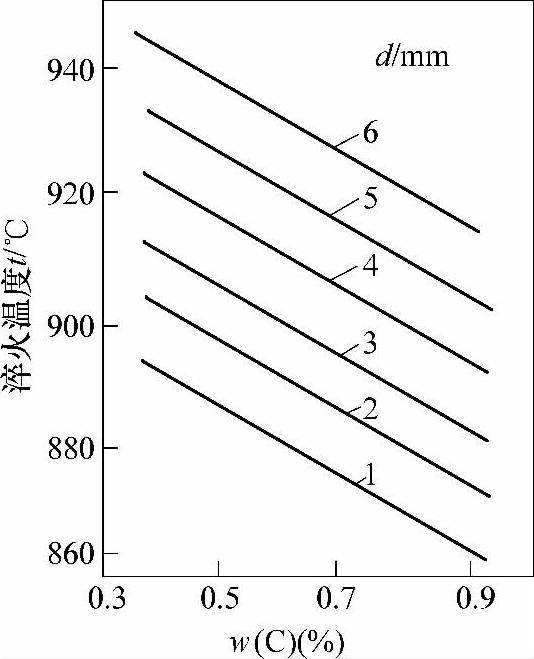
图1-38 钢丝铅浴淬火温度与其碳含量及钢丝直径的关系
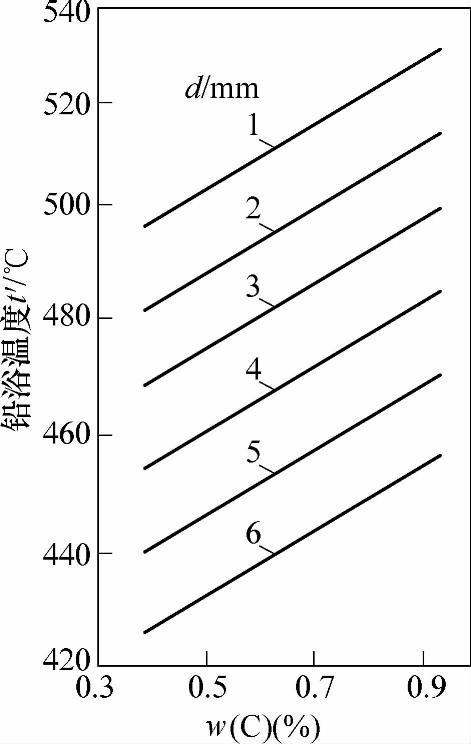
图1-39 铅浴温度与钢中碳含量及钢丝直径关系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






