【摘要】:2)高锰钢水韧处理后,一般不需回火。加工后需重新进行水韧处理,以确保良好的使用性能。图1-33 高锰钢小型件的水韧处理工艺图1-34 壁厚小于40mm铸件的水韧处理工艺实例3 壁厚为40~80mm铸件的水韧处理工艺如图1-35所示。
水韧处理是为改善某些奥氏体钢的组织以提高材料的韧性,将工件加热到高温使过剩相完全溶解,然后水冷的热处理工艺。
1.适用范围
2.技术要求
水韧处理后应确保金相组织为单一奥氏体,各项力学性能应满足产品图样和工艺文件的相关规定。
3.操作守则
1)高锰钢水韧处理加热温度通常为1000~1100℃。加热过程应防止氧化脱碳、脱锰;加热透烧后,保持时间不宜超过30~40min,以免晶粒粗化。
2)高锰钢水韧处理后,一般不需回火。值得提出,水韧处理后加热到250~300℃以上时,会沿晶界析出碳化物或托氏体,影响其使用性能。
3)为了改善可加工性,可以在600~650℃回火。加工后需重新进行水韧处理,以确保良好的使用性能。
4.具体应用
高锰钢水韧处理时,根据工件的有效壁厚及整体尺寸大小确定其处理工艺。
实例1 高锰钢小型件(如拖拉机履带板等)的水韧处理工艺如图1-33所示。(www.daowen.com)
实例2 壁厚小于40mm铸件(如小型齿板、衬板和小锤头等)的水韧处理工艺如图1-34所示。
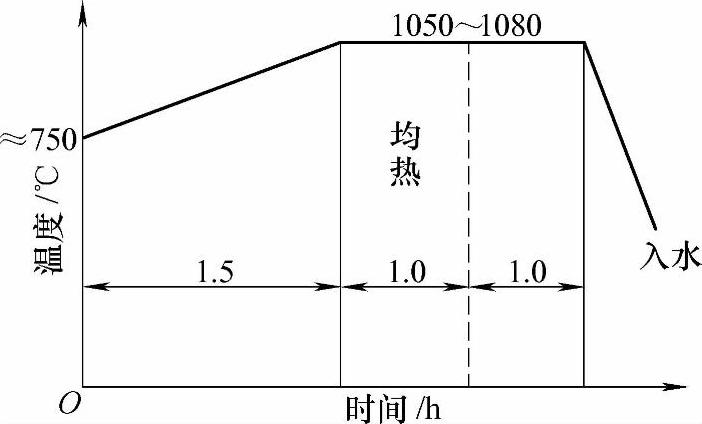
图1-33 高锰钢小型件的水韧处理工艺
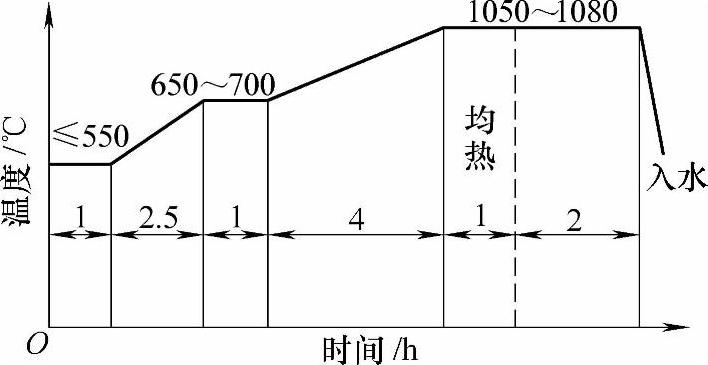
图1-34 壁厚小于40mm铸件的水韧处理工艺
实例3 壁厚为40~80mm铸件的水韧处理工艺如图1-35所示。
实例4 壁厚为80~120mm铸件(如圆锥破轧臼壁和破碎锥等)的水韧处理工艺如图1-36所示。一些复杂件装炉温度应低于300℃,在升至600℃过程中,加热速度不大于50℃/h。
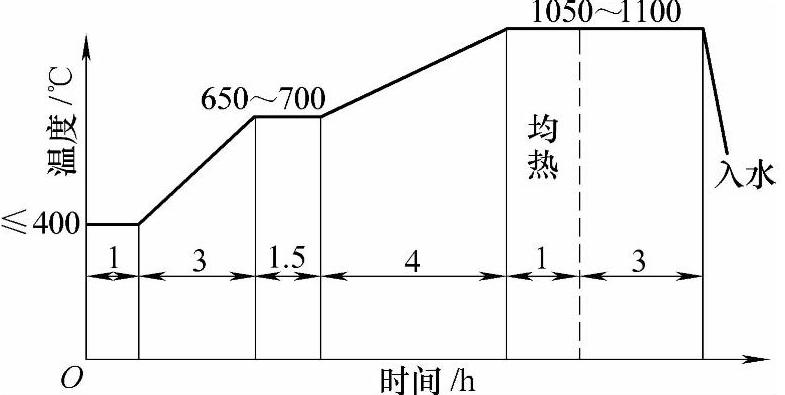
图1-35 壁厚为40~80mm铸件的水韧处理工艺
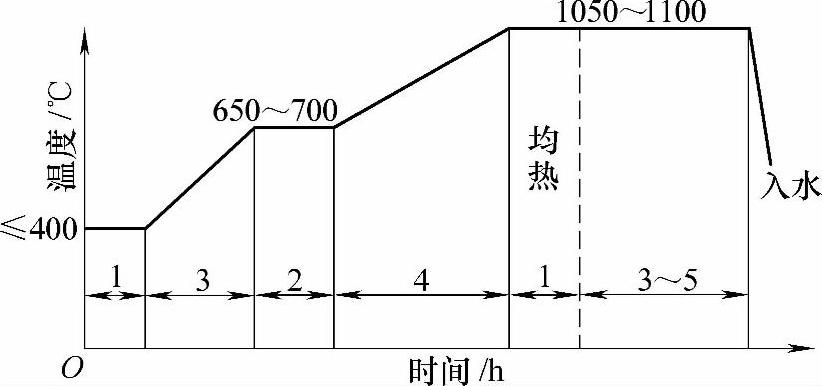
图1-36 壁厚为80~120mm铸件的水韧处理工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关实用热处理技术及应用的文章





