将工件加热到高温单相区并等温保持,使过剩相充分溶解后快速冷却,以得到过饱和固溶体的热处理工艺,称为固溶处理。
1.适用范围
2)提高某些非铁合金(如铝、铜、锌及其合金等)的塑性,使其软化,以便于使用或利于后序加工。
2.技术要求
1)固溶处理后的金相组织基本为单一相。奥氏体型不锈钢中的铁素体体积分数不得超过5%。
2)固溶处理后的硬度和力学性能、物理性能及化学性能等均需满足产品图样和工艺文件的相关规定。
3.操作守则
1)非铁合金固溶处理的加热,应根据其合金相图选择在单相区进行。具体加热温度应规定在一个较小的范围(±5℃)。
2)固溶处理在加热温度下应充分保温,以便过剩相彻底溶解。
3)固溶处理加热充分保温后,在水或油中进行快冷,同时要连续冷却到200℃以下,以防过剩相重新析出。
4)其他操作守则与普通淬火相同。
4.具体应用
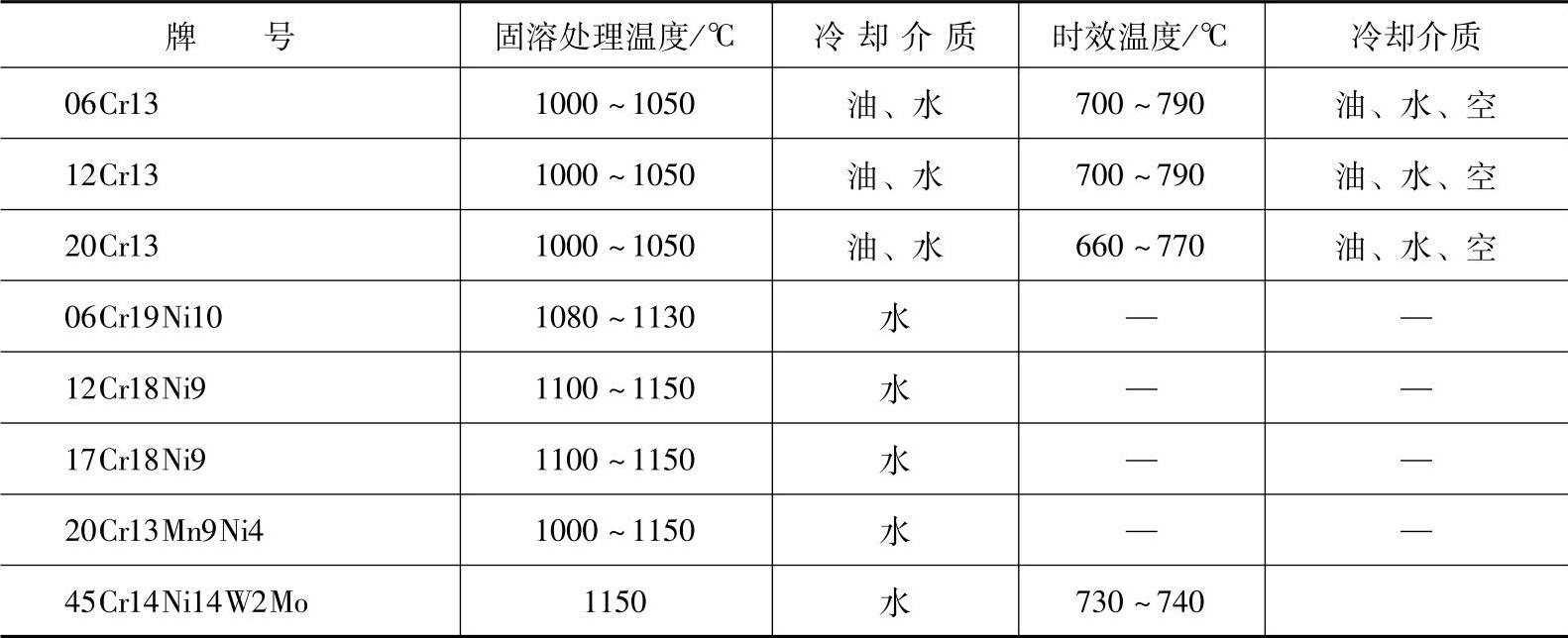
实例1 表1-24所示为几种不锈钢和耐热钢的固溶处理工艺规范。
表1-24 几种不锈钢和耐热钢的固溶处理工艺规范
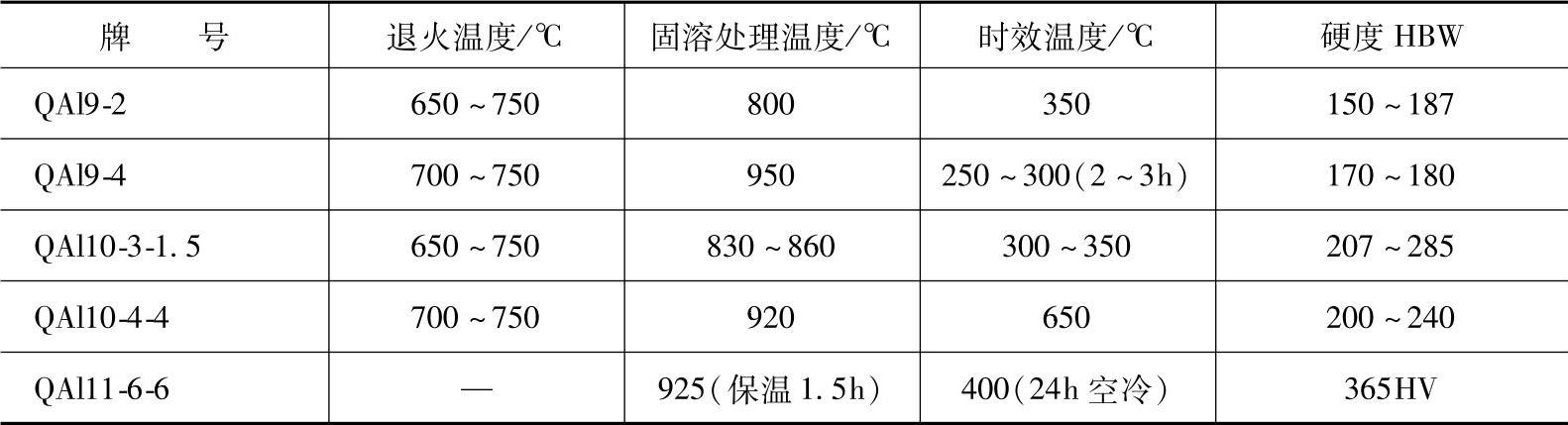
实例2 表1-25所示为几种两相铝青铜的固溶处理及其时效工艺
表1-25 几种两相铝青铜的固溶处理及其时效工艺
 (www.daowen.com)
(www.daowen.com)
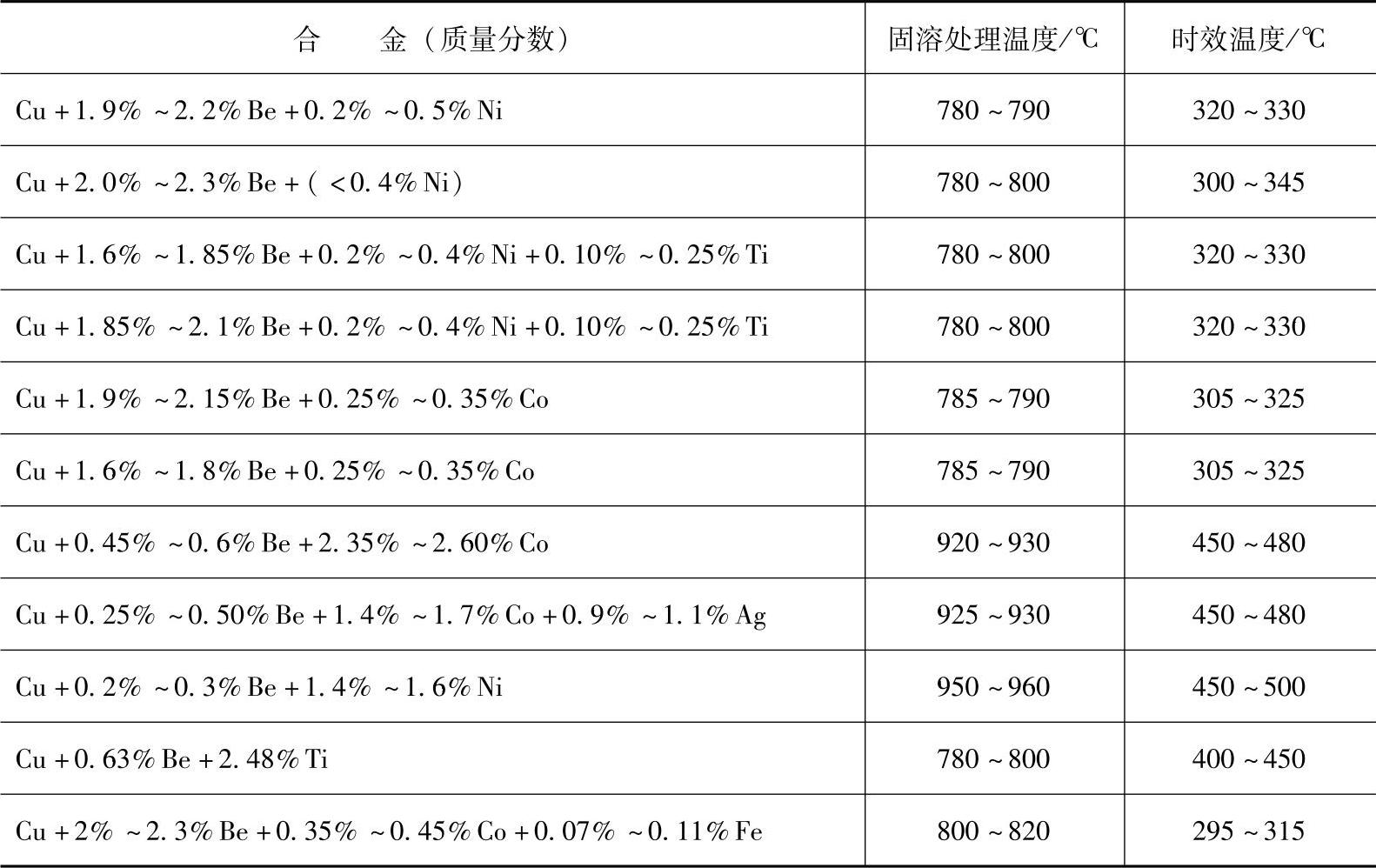
实例3 表1-26所示为几种铍青铜的固溶处理及其时效工艺
表1-26 几种铍青铜的固溶处理及其时效工艺
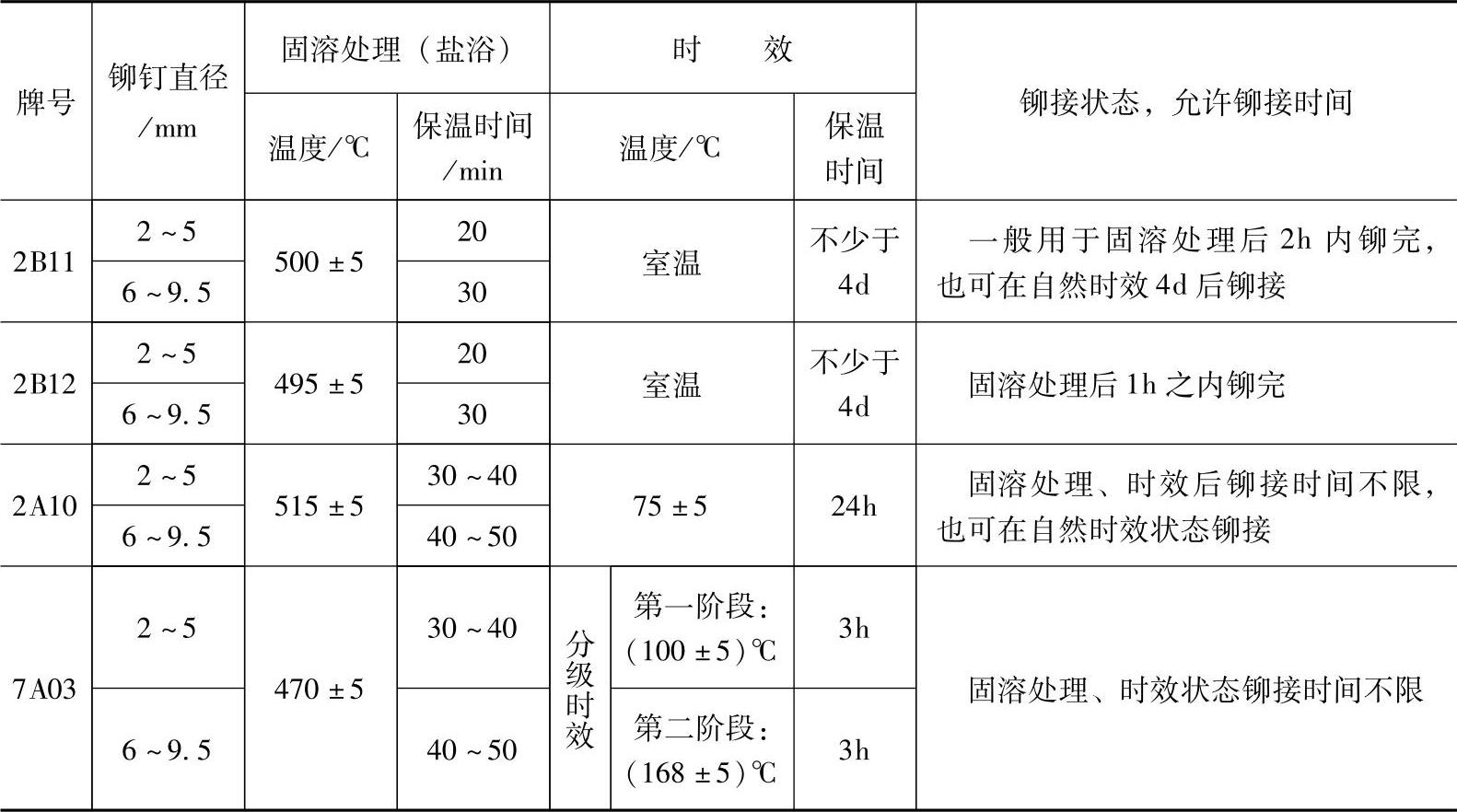
实例4 表1-27所示为几种变形铝合金铆钉的固溶处理及其时效工艺
表1-27 几种变形铝合金铆钉的固溶处理及其时效工艺
实例5 表1-28所示为常用镁合金的固溶处理及其时效工艺
表1-28 常用镁合金的固溶处理及其时效工艺
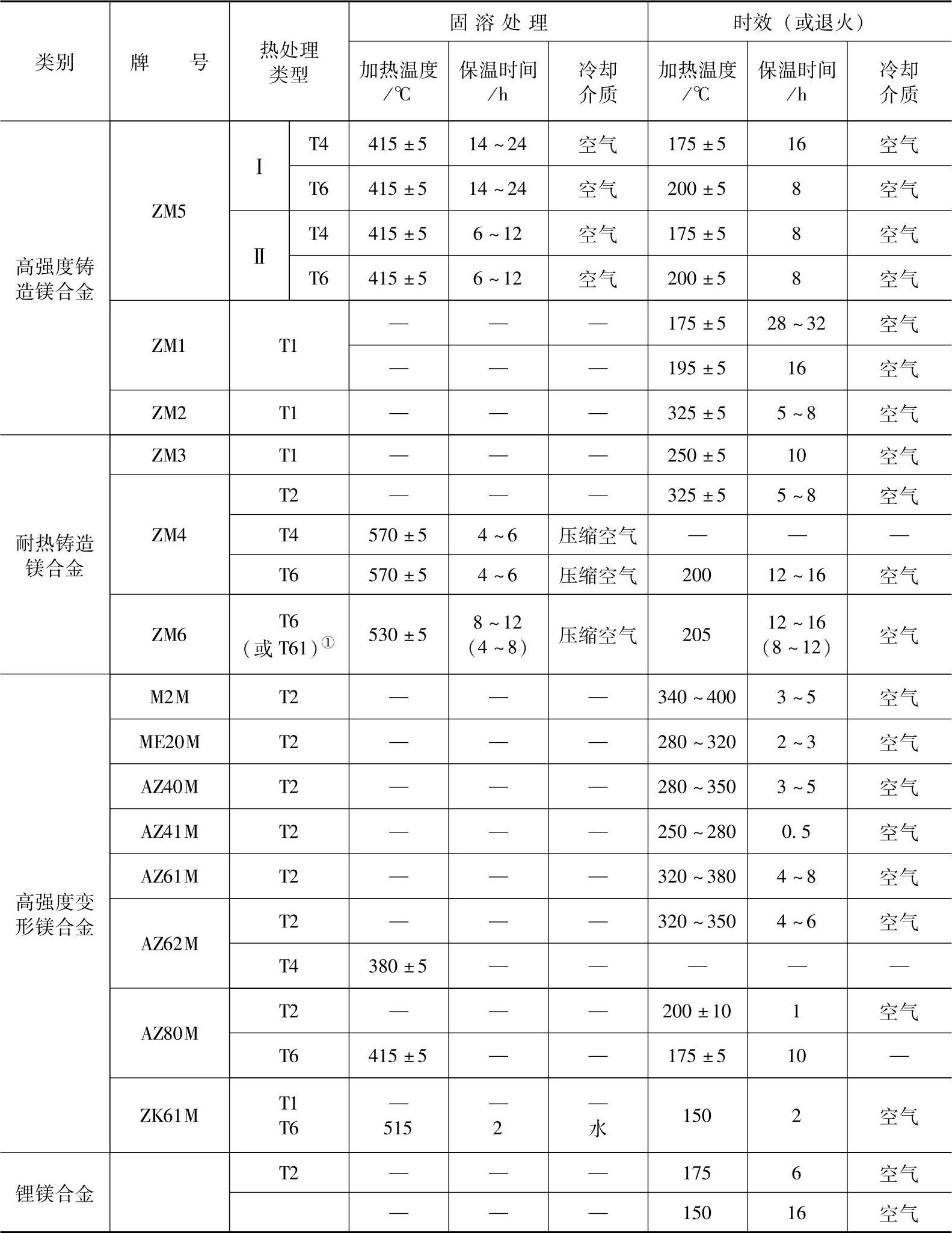
注:表中所推荐的保温时间适用于电阻炉加热且装炉量适当及中等截面厚度(<25mm)的工件。当炉子
容积较小、装炉量大、工件尺寸较大且截面厚度大于25mm时,必须考虑适当增加保温时间。 ①T61为美国热处理状态符号,表示在热水中淬火+人工时效处理。
实例6 表1-29所示为常用钛合金的固溶处理及其时效工艺
表1-29 常用钛合金的固溶处理及其时效工艺
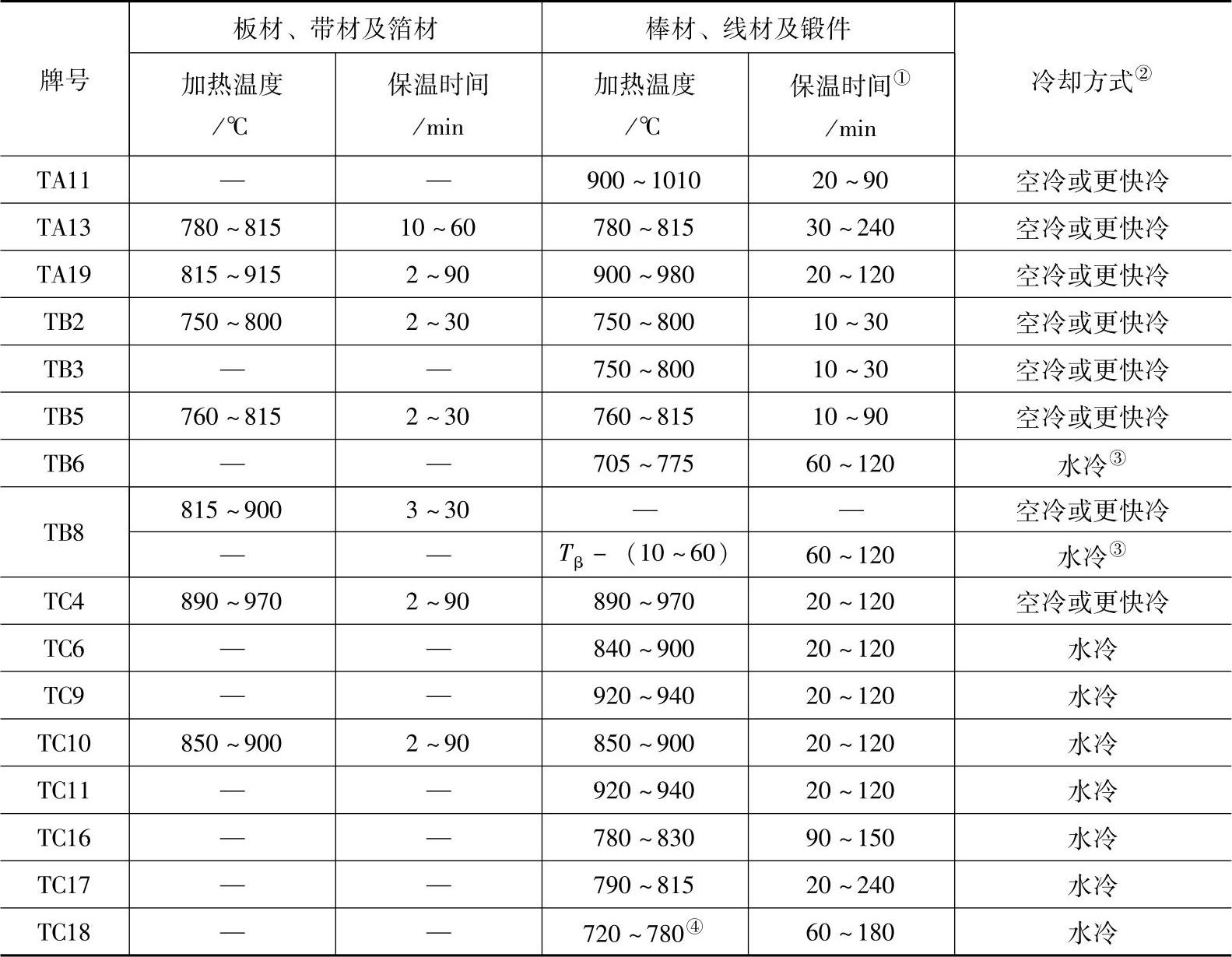
①某些特殊锻件可能需要较长的保温时间。采用接在炉料上的热电偶可精确测定温度,可选取较短的保温时间。
②使用真空热处理设备时,可在惰性气体中冷却,以代替空冷。
③直径或厚度不大于25mm时,允许空冷。
④对于复杂形状的TC18合金半成品和零件,为了尽量减少不同截面的强度差别,推荐以下工艺:810~830℃保温1~3h,炉冷至720~780℃,保温1~3h,水冷,并进行时效(600~650℃加热,8~16h保温后空冷)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





