喷液淬火是指工件奥氏体化加热后,在喷射的液流中进行冷却的热处理工艺。
1.适用范围
该工艺主要适用于局部要求硬化的工件,也适用于旨在增加淬火的均匀性,通过增强淬火冷却介质的强力流动,减少产生软点倾向和增加硬化层深度及表面硬度的情况。
2.技术要求
1)重要工件喷液淬火后,其表面不得有软点;一般小型件允许有2或3处软点大型件(直径或厚度大于80mm)允许有少量软点,但软点总面积不得大于淬火总面积的1/30。每个软点面积不得大于15~16mm2,且硬度不得低于规定硬度下限5HRC。
2)局部要求硬化的工件,淬火部位允许有一定的变形量。淬火部位直径小于50mm者允许变形量为±5mm;直径大于50mm者允许变形量为±10mm。
3)其他技术要求,与普通淬火相同。
3.操作守则
1)喷液淬火的加热操作守则,与普通淬火相同。
2)喷液淬火的冷却应采用适用的装备进行操作。其工艺装备的结构和性能,应与喷液淬火技术要求相适应。
3)喷液淬火冷却时间,以被喷射部位以外的部分呈现黑色或温度低于600℃时为止,并应立即投入水或油中继续冷却,以防淬火部分因内部余热发生不适当的自回火。(www.daowen.com)
4)喷液淬火冷却时,淬火冷却介质应保持稳定压力和流速。
5)为确保淬火后硬度均匀一致和减小变形,工件可在喷液过程不断有规律地移动或旋转。
4.具体应用
实例1 图1-31所示为模具内腔喷液淬火装置。模具经整体加热后,置于图示的喷液淬火装置上,使模具内腔在流动的淬火冷却介质中激冷。而模具的其余部分在空气中冷却。待温度降至600℃以下时,全部淬油冷却。淬火冷却介质可根据模具使用的钢种和工艺要求确定。
实例2 工件整体淬火过程,为了强化局部冷却效果,也常采用喷液方法。图1-32所示为整体淬火强化局部冷却方法。
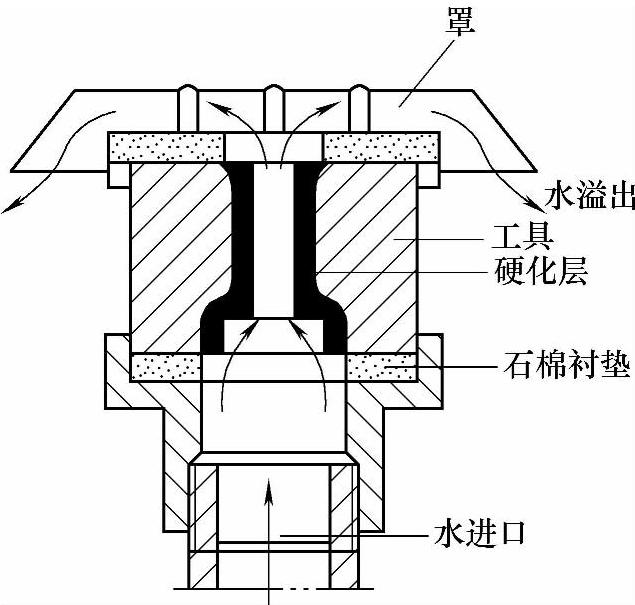
图1-31 模具内腔喷液淬火装置
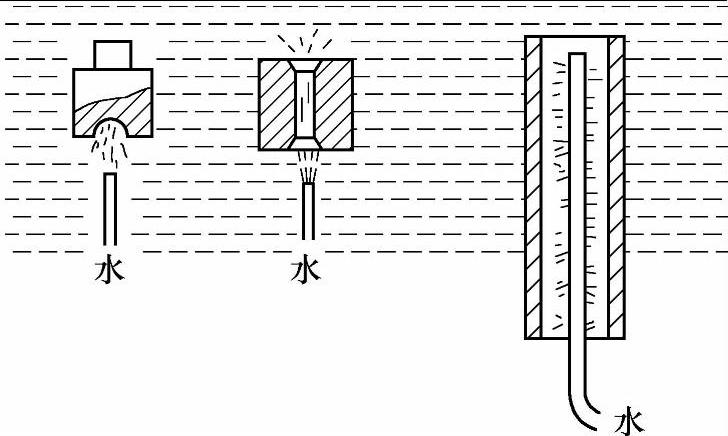
图1-32 整体淬火强化局部冷却方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





