工件加热奥氏体化后,在水或油中快冷到稍低于钢的Ms点,使其产生少量马氏体,随即转入过冷奥氏体在中温转变区域的某一温度范围进行等温保持,使大部分过冷奥氏体较快地发生贝氏体转变,这种淬火工艺称为复合等温淬火。
1.适用范围
1)淬透性较差的碳素钢和合金钢必须进行等温淬火的场合。
2)较大型工件需要进行等温淬火的场合。
2.技术要求
1)复合等温淬火后,组织以贝氏体为主加少量马氏体。
2)淬火后硬度应满足产品图样中的技术要求。
3)复合等温淬火的其他要求,同普通淬火的相应要求。
3.操作守则
1)复合等温淬火的加热温度,一般采用普通淬火的加热温度。
2)淬火的加热时间,用附录B推荐的经验公式计算。
3)不同钢种制作的工件,复合等温淬火快冷介质的选用与普通淬火相同。(www.daowen.com)
4)复合等温淬火在快冷介质中的冷却时间,与在双介质淬火快冷介质中的冷却时间相同。
5)等温介质的选择及等温温度和停留时间,与等温淬火相同。
6)只要能够严格控制温度和在前种冷却介质中的冷却时间,等温设备采用盐、碱浴炉或箱式炉均可。
7)等温保持后以空冷为宜,也可以采用油冷。
4.具体应用
实例1 图1-30所示为CrWMn钢螺纹磨床丝杠复合等温淬火工艺。经830~840℃加热后,在200℃热油中停留适当时间取出,利用相变区良好的超塑性进行热校直,然后转入235~240℃的硝盐浴中进行等温淬火停留8h后空冷。在180℃回火4h后空冷。
实例2 淬透性较低的钢(如45 50、50Mn及45Cr、50Cr等钢)复合等温淬火后,可获得比普通淬火优良的力学性能。因此,常在农机具制作过程采用。其工艺为:工件奥氏体化加热后,先在水或水溶液中冷却。冷却时间:直径为φ10~φ50mm,取8.5~40s;直径为φ20~φ100mm,取17~100s;直径φ30~φ120mm,取29~150s。然后,立即转入一定温度(所用钢的Ms点以上20~30℃)的硝盐浴或箱式炉中进行等温,保持一定时间后空冷。
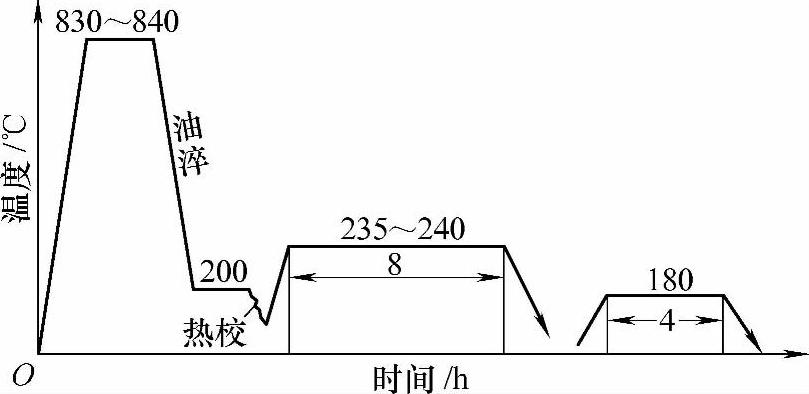
图1-30 CrWMn钢螺纹磨床丝杠复合等温淬火工艺
值得指出:在水中冷却时间小于上述规定的下限,达不到等温淬火的效果;超过上述规定的上限,与普通淬火没有区别。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




