预冷淬火是为了减少淬火冷却过程产生的热应力,将工件加热奥氏体化后,首先将其在冷却速度较缓慢的介质中冷却到略高于其Ar3(或Ar1)点的温度,然后再急速淬火冷却的热处理工艺,也称为延迟淬火。
1.适用范围
该工艺主要适用于形状较复杂、各部分截面相差较悬殊、易产生淬火裂纹和变形的工件。
2.技术要求
1)预冷淬火后,硬度应满足产品图样中的技术要求。
2)关键部位不得有软点及小范围区域性硬度不足的现象。
3.操作守则
1)工件在盐浴炉或箱式炉中按常规淬火温度加热和保温后,将炉温降至所用钢允许的预冷温度范围并保温(工件颜色与炉温颜色一致即可),随后按常规淬火冷却。常用钢推荐的预冷温度范围,如表1-16所示。
表1-16 常用钢推荐的预冷温度范围

2)单件生产的工件,经常规淬火温度加热和保温后,一般可以在空气中预冷。在空气中预冷时间(s)可按下式计算(危险截面厚度单位为mm):(www.daowen.com)
预冷时间=12s+危险截面厚度×(2~5)s/mm。
在通常情况下,预冷时间不超过1~1.5min,以免影响淬火后硬度。
3)其他操作守则,与普通淬火操作守则相同。
4.具体应用
实例1 图1-18所示为45钢楔铁,硬度要求为40~45HRC。由于采用普通淬火,在孔缘处产生放射状裂纹。改为预冷—双介质淬火解决了上述问题。热处理工艺为:在810℃盐浴炉中加热7.0~7.5min后,取出在空气中预冷1.5~2.0s;然后立即转入盐水中冷却4.0~4.5s,随后转入油冷。硬度为49~50HRC,无裂纹。
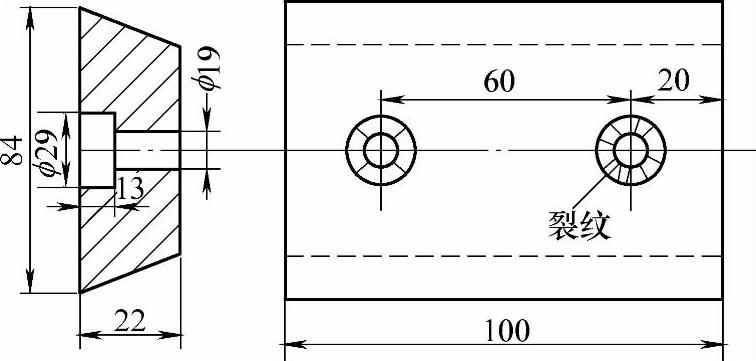
图1-18 45钢楔铁
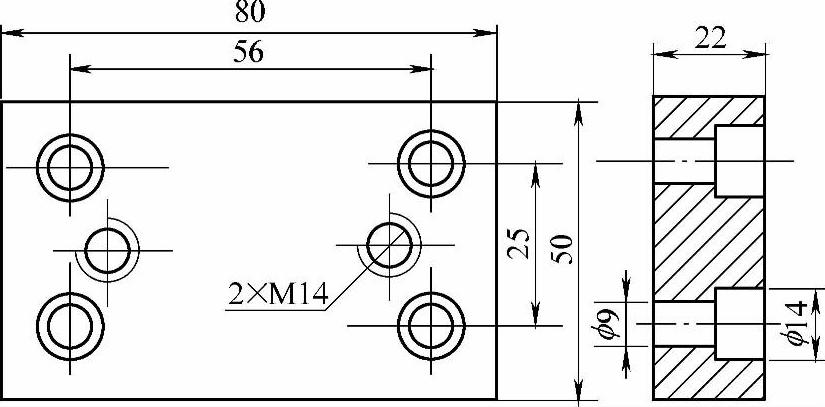
图1-19 45钢压板
实例2 图1-19所示为45钢压板,硬度要求为35~45HRC。采用分级预冷—双介质淬火获得良好效果硬度为49~50HRC,无任何缺陷。热处理工艺为:在810℃盐浴炉中加热9.5~10min后,将炉温降至700℃压板随炉温降至700℃,停留60s取出后立即在盐水中冷却3.5~4.0s,随后转入油中冷却
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





