局部淬火是仅对工件局部需要硬化的部位进行淬火的热处理工艺。
1.适用范围
该工艺主要用于局部需要较高硬度和耐磨性的工件。
2.技术要求
1)淬火部位的硬度应满足产品图样中的技术要求。
2)非淬火部位的硬度根据实际使用性能需要,可为原始状态或正火等状态的硬度。
3)其他技术要求,参见普通淬火技术要求。
3.操作守则
工件的局部淬火工艺操作,有以下四种简便易行的方法:
(1)局部加热法 对于中、小型工件,将要求淬火的部位浸入在盐浴中加热,然后或整体冷却,或仅将加热的部位冷却。对于中、大型工件不便局部加热时,可将不需淬火的部位用石棉等阻热物料绑扎好,整体放入炉中加热,然后整体冷却。
(2)局部冷却法 对于中、大型工件不便局部加热时,可以整体加热后在需淬火的部位用强烈喷射淬火冷却介质的方法进行冷却。或者仅将需淬火的部位浸入淬火冷却介质中冷却。待不需淬火部分在空气中冷却到650℃以下,便可以全部浸入淬火冷却介质中冷却。
(3)整体淬火、局部软化法 将工件整体加热和冷却,使其全部淬火,然后将不需淬火的部位浸入盐浴中或感应加热进行软化;或者淬火冷却中途将不需淬火的部位提出淬火冷却介质,利用心部的余热进行自回火软化等。(www.daowen.com)
(4)局部渗碳、整体淬火 对于渗碳工件要求局部淬火时,可用防渗剂将不需淬火部分予以涂盖后,进行局部渗碳和整体淬火;或者对不需淬火部分预留超过渗碳层深度的加工余量,渗碳后淬火前将其加工去掉,然后整体淬火。
局部淬火工艺的其他操作守则,参照普通淬火操作守则。
4.具体应用
实例1 如图1-16所示为45钢制作的铸造清砂用风铲。虽然形状和结构均较简单,但风铲工作时的受力情况复杂。两端需要较高硬度、耐磨性及一定的韧性;过渡部分需要较大的抗弯强度和高韧性。
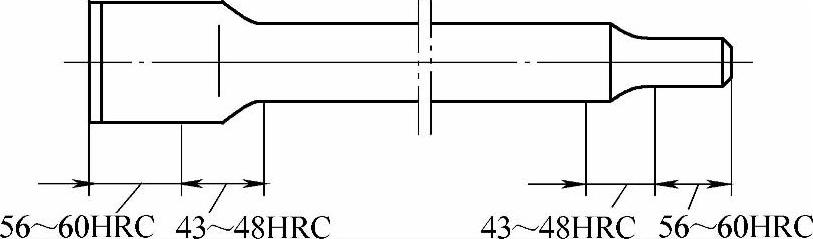
图1-16 铸造清砂用风铲
生产实践证明,如果仅风铲头部达到硬度52-58HRC,使用时因非淬火部分硬度不足,而导致风铲早期由颈部疲劳断裂。相反,如果整体淬火成高硬度,也会因多冲抗力不佳而造成大批损坏。现场试验表明,风铲两端(各20—25mm)获得硬度56-60HRC为宜;过渡区硬度为43~48HRC较好。两端分别在840—860℃盐浴炉中加热,然后在盐水中冷却,先提出过渡区进行自回火,端部冷却到150—200℃再取出自回火。
实例2 图1-17所示为拉深凸模。设计图样要求采用Tl0钢制作,整体淬火后硬度要求为58-62HRC。如果采用局部淬火,使凸模刃部(A端)淬火后硬度为58-62HRC,其余部分不低于30—35HRC,则既确保了刃部的耐磨性,又确保了尾部(B端)不产生裂纹。因此,对于结构形状极复杂的工件,当热处理难于达到技术要求时,应临时更改技术条件,适当放宽那些对使用性能影响不大的要求,以免多次返修造成废品。
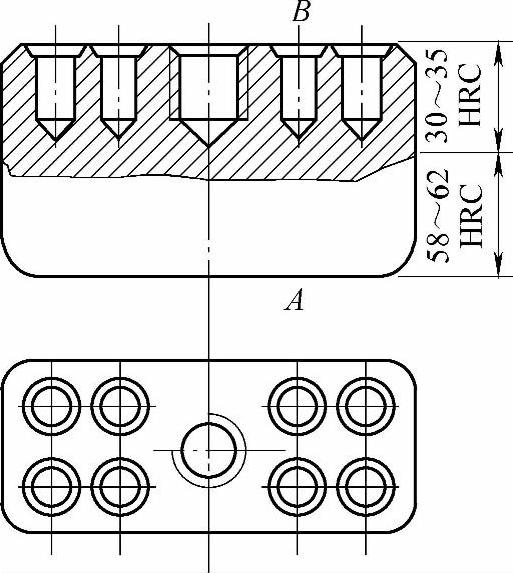
图1-17 拉深凸模
A-工作端 B-装夹端
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






