普通淬火是将钢件加热到其临界点Ac3(亚共析钢)或Ac1(共析钢和过共析钢)以上30~50℃温度,并保持一定时间后快速冷却的热处理工艺。亚共析钢淬火后获得单一马氏体组织,过共析钢获得马氏体+碳化物双相组织。前者也称完全淬火,后者也称不完全淬火。
1.适用范围
1)低、中碳钢制零件的整体强化或其化学热处理后的心部强化和表面层硬化。
3)改善某些特殊钢(如不锈钢、耐热钢、磁钢等)及非铁合金工件的力学性能物理性能和化学性能等。
2.技术要求
1)依据所用钢种、工件有效截面尺寸和技术要求,淬火后工件表面应达到技术要求的硬度。
2)淬火后,整个工件表面不得有超过工艺规定的软点数。
3)工件淬火后,允许的变形量参见附录C。
4)工件淬火后,表面氧化脱碳层和磕碰深度不得超过下序的加工留量。具体加工余量参见附录C。
5)工件淬火加热时,不得过热甚至过烧;冷却后不得有任何形式的表面裂纹。
3.操作守则
1)淬火加热速度,对于碳素钢和低合金钢一般不受限制。对于中、高合金钢,以及碳素钢和低合金钢的大型、复杂工件,应采取一次或两次预热(一次温度为500~600℃;二次温度为750~850℃)后在规定的淬火加热温度加热。(www.daowen.com)
2)淬火加热温度和保温时间,原则是用最短时间实现最均匀的加热。具体加热温度和保温时间参见附录A和附录B。
3)对于表面质量要求较高的工件,应采取保护措施,如用中性物质掩埋(如铸铁屑、砂子等),涂刷各种防氧化涂料,或在保护气氛、可控气氛炉及真空炉中进行加热。
4)普通淬火冷却速度应大于钢的淬火临界冷却速度。碳钢和低合金钢,一般用40℃以下的水或10%~15%(质量分数)的盐、碱水溶液,以及各种有机物水溶液或油冷却。合金含量高的合金钢,一般用室温至80℃的L-AN15~22全损耗系统用油或空气、保护气氛以及吹风冷却。
5)普通淬火冷却时,一般情况下在淬火冷却介质中连续冷至常温为止。为了减少残留奥氏体量可进行冷处理。为了防止淬火裂纹和减少变形,应当整体冷却到钢的马氏体开始转变临界点(Ms)附近取出空冷或趁热校正变形。
4.具体应用
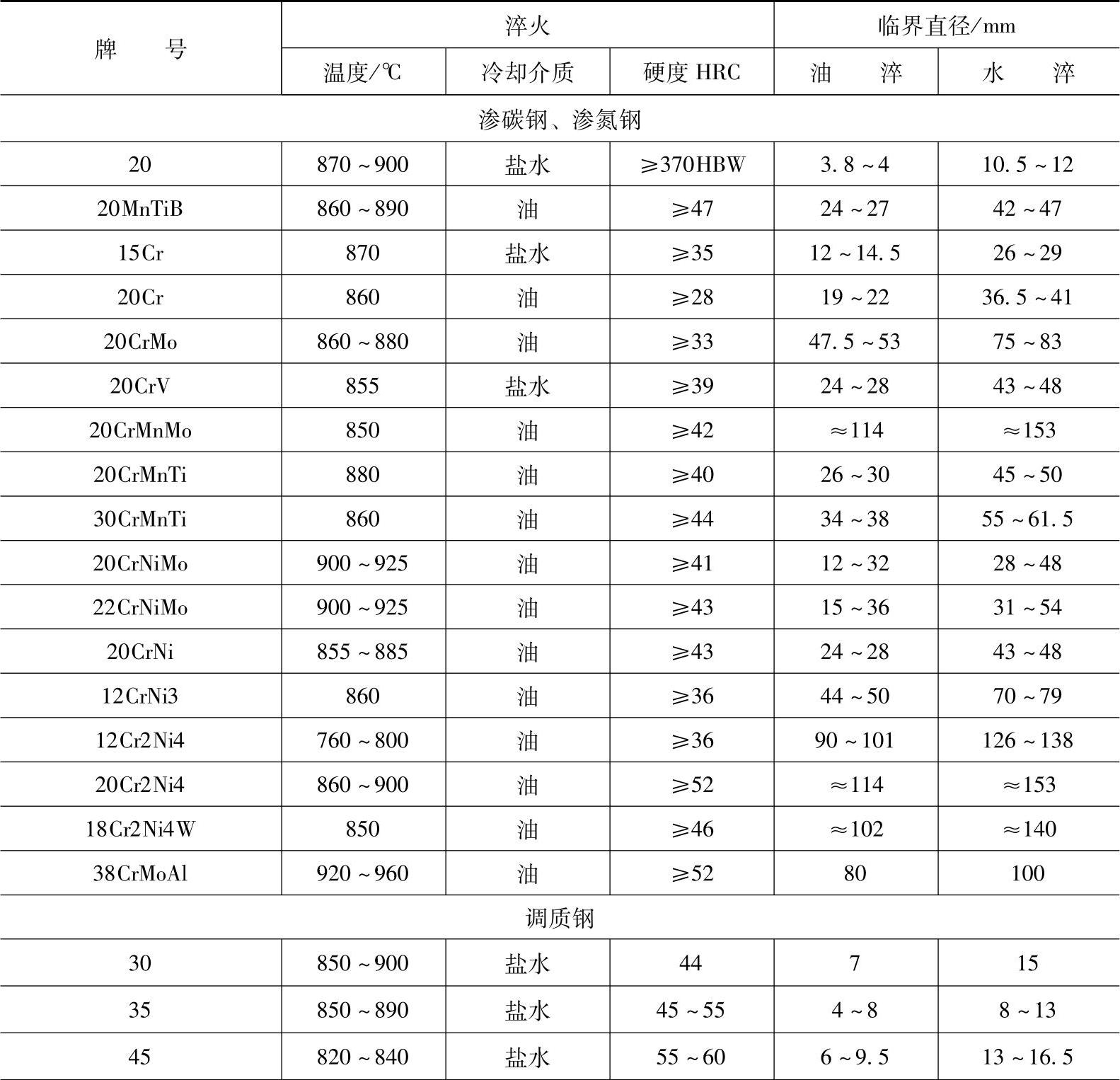
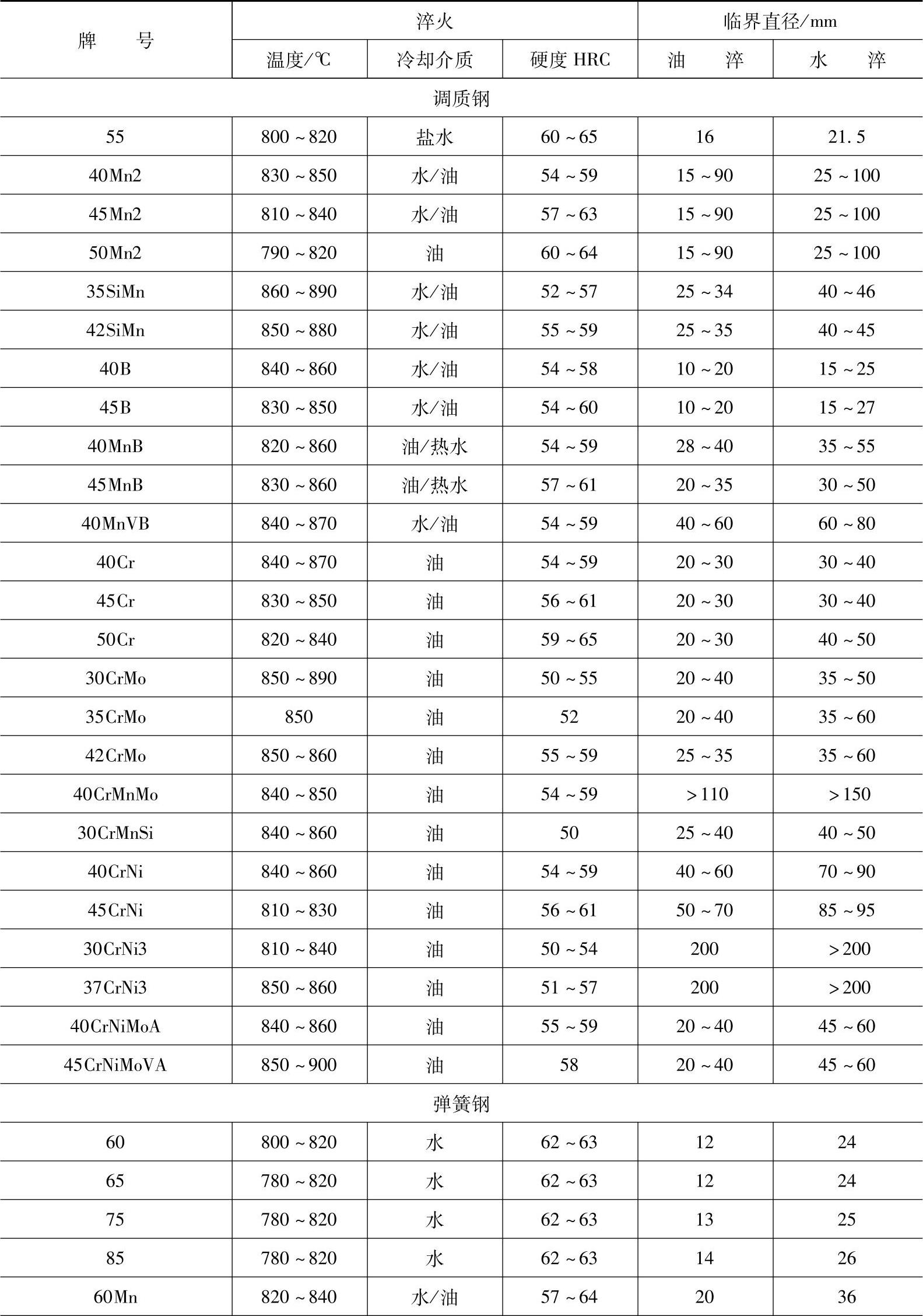
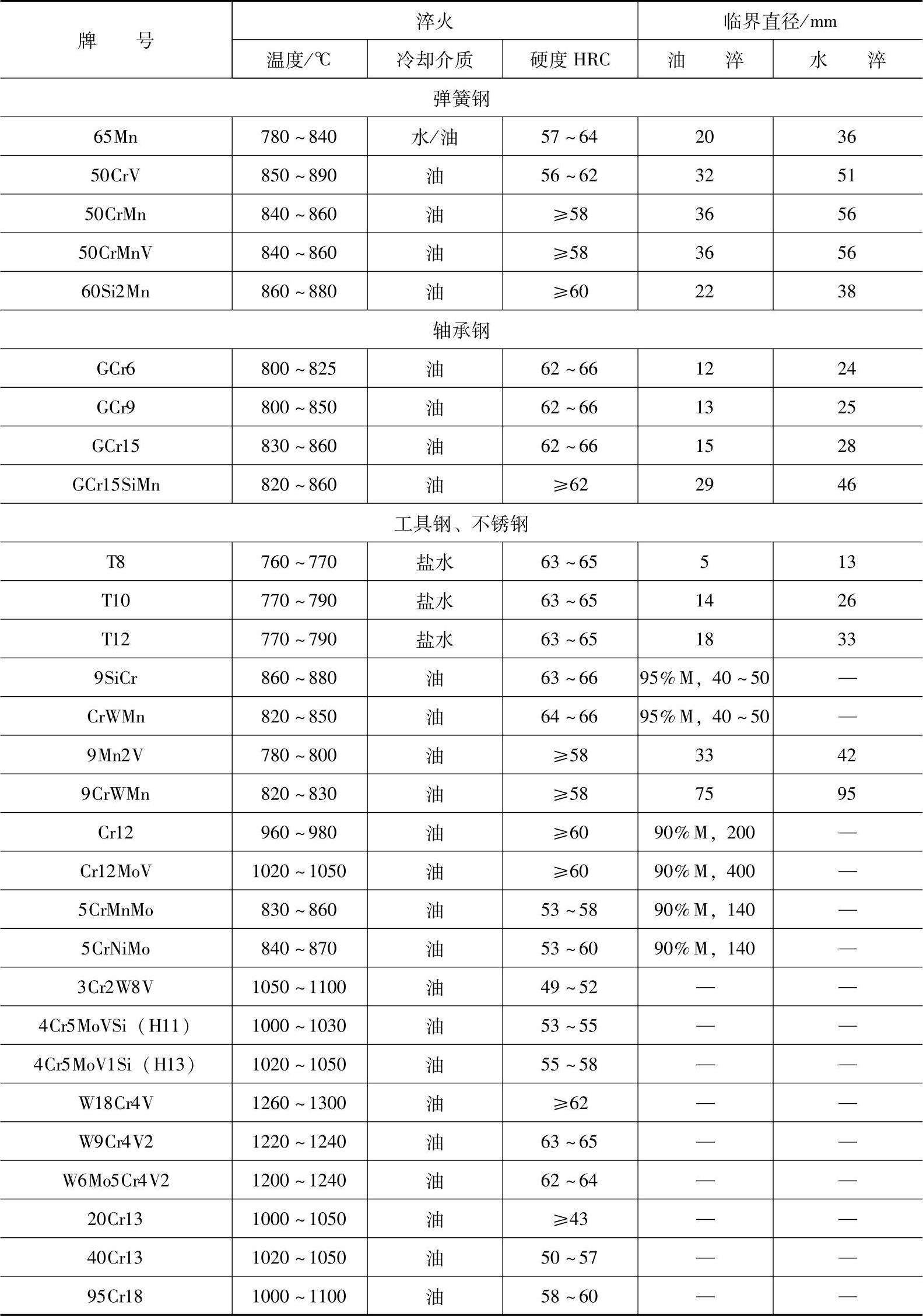
表1-14所示为常用钢的淬火加热温度、硬度及临界直径。
表1-14 常用钢的淬火加热温度、硬度及临界直径
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





