【摘要】:图1-13 可锻化退火工艺曲线1.适用范围该工艺主要用于将白口铸铁制备成可锻铸铁。3)可锻化退火加热温度推荐为900~950℃,保温时间以30~40h为宜。图1-14 获得不同基体组织的可锻化退火工艺2)如果第一阶段石墨化完成后,控制第二阶段停留时间,仅使部分共析渗碳体进行石墨化。
可锻化退火是指使成分适宜的白口铸铁中的碳化物分解并形成团絮状石墨的退火可锻化退火工艺曲线如图1-13所示。
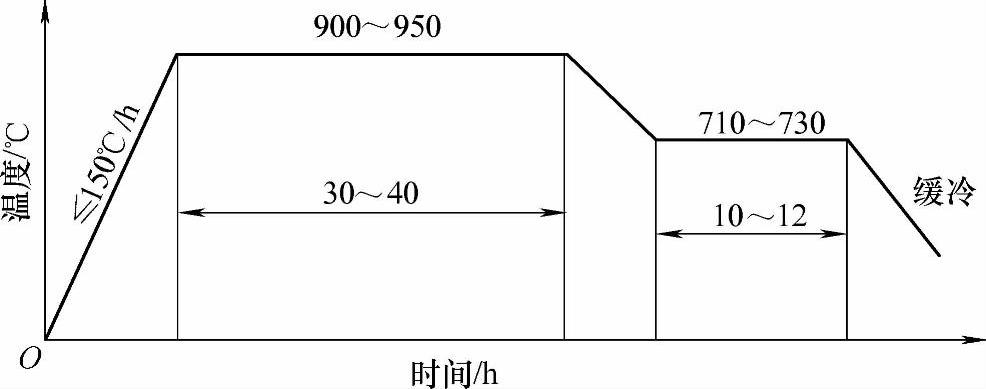
图1-13 可锻化退火工艺曲线
1.适用范围
该工艺主要用于将白口铸铁制备成可锻铸铁。
2.技术要求
1)可锻化退火后,白口铸铁中的碳化物转变成团絮状石墨。
2)铸铁件的韧性和塑性可不同程度提高。根据产品的具体使用性能要求,调整退火冷却速度。
3.操作守则
1)加热速度一般以100~150℃/h为宜。如果装炉量过大,可以适当放慢加热速度。(www.daowen.com)
2)加热时,应在中性气氛炉中或掩埋在中性物质(如砂子、铸铁屑等)中进行也可用石墨粉掩埋装箱加热。
3)可锻化退火加热温度推荐为900~950℃,保温时间以30~40h为宜。
4)高温保温后,应随炉快冷到710~730℃左右保温10~12h,最后再缓慢冷却到室温出炉。
4.具体应用
普通可锻化退火按上述操作守则执行即可。有时为了提高可锻铸铁的力学性能,可
1)在900~950℃温度的第一阶段石墨化过程,使自由渗碳体充分消除;控制第二阶段的停留时间,或按图1-14所示工艺,调整临界区的冷却速度,随着冷却速度增加(空冷、风冷、雾冷、油冷等),获得的基体组织分别为珠光体、索氏体、马氏体。
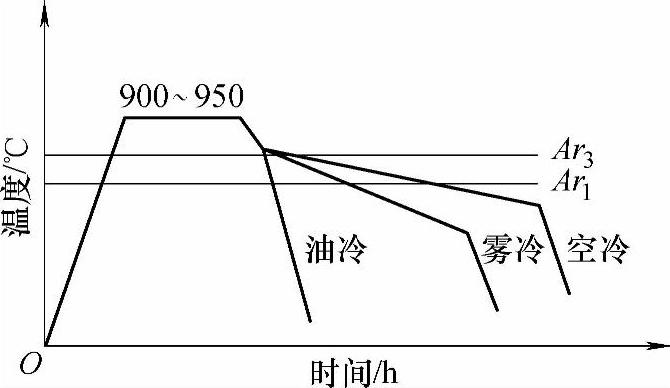
图1-14 获得不同基体组织的可锻化退火工艺
2)如果第一阶段石墨化完成后,控制第二阶段停留时间,仅使部分共析渗碳体进行石墨化。缓慢冷却后,可以获得比例不同的珠光体、铁素体和石墨混合组织。如果快速冷却,随其冷却速度增加,可以获得索氏体或马氏体与渗碳体及石墨混合组织。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






