扩散退火是以减少工件化学成分和组织的不均匀程度为主要目的,将其加热到高温并长时间保温,然后缓慢冷却的退火,又称均匀化退火。扩散退火工艺曲线如图1-8所示。
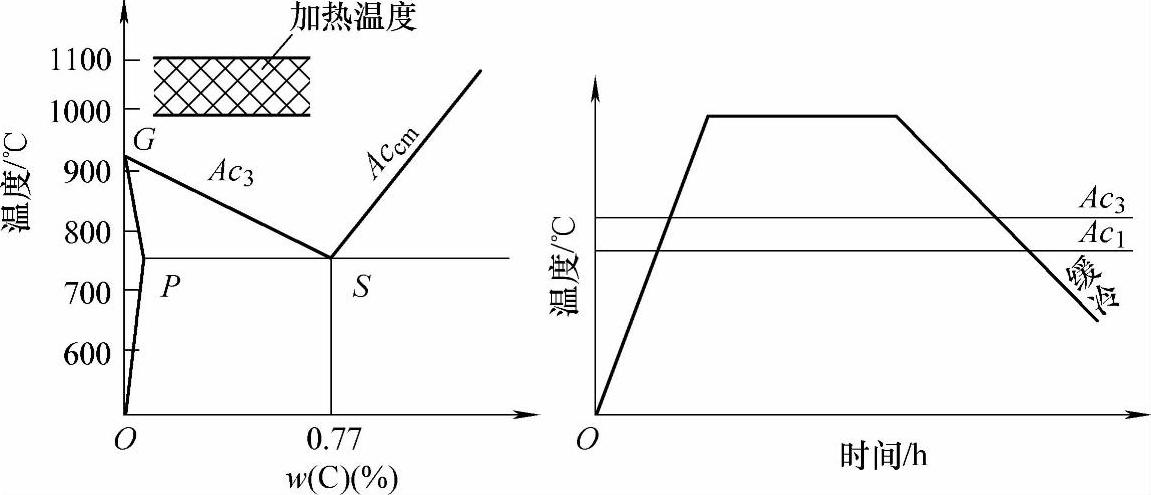
图1-8 扩散退火工艺曲线
1.适用范围
该工艺主要用于减少中碳合金钢、高合金钢铸件或锻、轧件的化学成分和组织偏析,使之均匀化。
2.技术要求
1)处理后化学成分及组织结构均匀一致。
2)扩散退火过程,不得有严重氧化脱碳、过热和过烧现象。
3)获得适宜硬度,便于切削加工(对于半成品,硬度一般以18~28HRC为宜)。
3.操作守则
1)扩散退火加热温度,一般推荐在钢的Ac3(Accm)以上150~300℃,但对于偏析较严重的高合金钢,允许加热到1050~1150℃,甚至高至1300℃。(www.daowen.com)
2)为了使成分和组织充分均匀化,视工件大小在该温度下应保持10~20h。
3)为了防止高温加热产生氧化脱碳现象,尽量在弱氧化或还原气氛的炉中加热。
4)为了消除因高温退火可能产生的粗糙组织结构,需要进行一次正火或完全退火处理。
5)扩散退火加热和保温后,应随炉缓慢冷却或分段等温冷却。
4.具体应用
根据金属材料不同,采取不同的加热温度进行扩散退火。
1)碳钢和低合金钢加热温度为1100~1200℃;高合金钢为1200~1300℃。加热速度一般控制在100~200℃/h。保温时间按有效截面厚度及装炉量计算,即保温时间按1.5~2.5min/mm或者0.5~1.0h/25mm计算。
如果装炉量大,保温时间可按8.5~9.0h/t计算。一般不超过15h。冷却速度一般为50℃/h,高合金钢则为不大于20~30℃/h。一般冷却至600℃以下即可出炉,但高合金钢最好冷却至350℃左右出炉,以免产生新应力或硬度偏高。
2)对于铸造高速钢刀具,进行改善莱氏体组织的高温扩散退火。其程序是:800~850℃预热后,W18Cr4V钢于1300~1315℃加热,W6Mo5Cr4V2于1245~1255℃加热加热时间按(5~10)min+有效厚度×0.2min/mm计算。其冷却时间应限制在有效厚度×0.15min/mm之内,从加热温度降至580~620℃,然后空冷。为了避免裂纹,应进行一次650~700℃回火。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







