【摘要】:图1-6 预防白点退火工艺曲线1.适用范围该工艺主要适用于防止大锻件中产生白点缺陷。2)所处理钢锻造终止温度在其Ac3点以上时,立即转入已预热到指定温度的炉中进行等温保持,使过冷奥氏体发生完全转变。
预防白点退火是为防止工件在热形变加工后的冷却过程中因氢呈气态析出而形成发裂(白点),在形变加工结束后直接进行的退火。其目的是使氢扩散到工件之外。预防白点退火工艺曲线如图1-6所示。
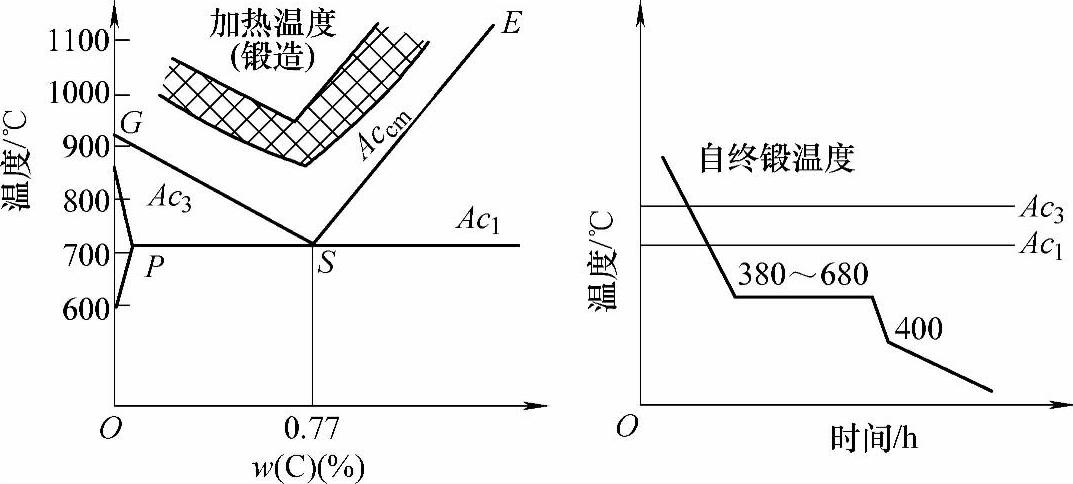
图1-6 预防白点退火工艺曲线
1.适用范围
该工艺主要适用于防止大锻件中产生白点缺陷。
2.技术要求
1)通过正确实施预防白点退火工艺,尽量降低钢中的氢含量。
2)消除组织结构中的内应力。
3.操作守则(www.daowen.com)
1)预防白点退火工艺的具体加热温度视钢种而别。对于马氏体类型钢推荐为300℃左右;对于珠光体类型钢推荐为580~680℃(原则是尽量接近钢的过冷奥氏体最不稳定的温度区域)。
2)所处理钢锻造终止温度在其Ac3点以上时,立即转入已预热到指定温度的炉中进行等温保持,使过冷奥氏体发生完全转变。通常以所处理件的有效截面尺寸确定保持时间,按3h/100mm计算。
3)按预定时间保持后,以30~50℃/h的速度冷却至400℃,再以20~30℃/h的速度冷却到250~300℃出炉空冷即可。
4.具体应用
不同钢种预防白点退火工艺曲线如图1-7所示。
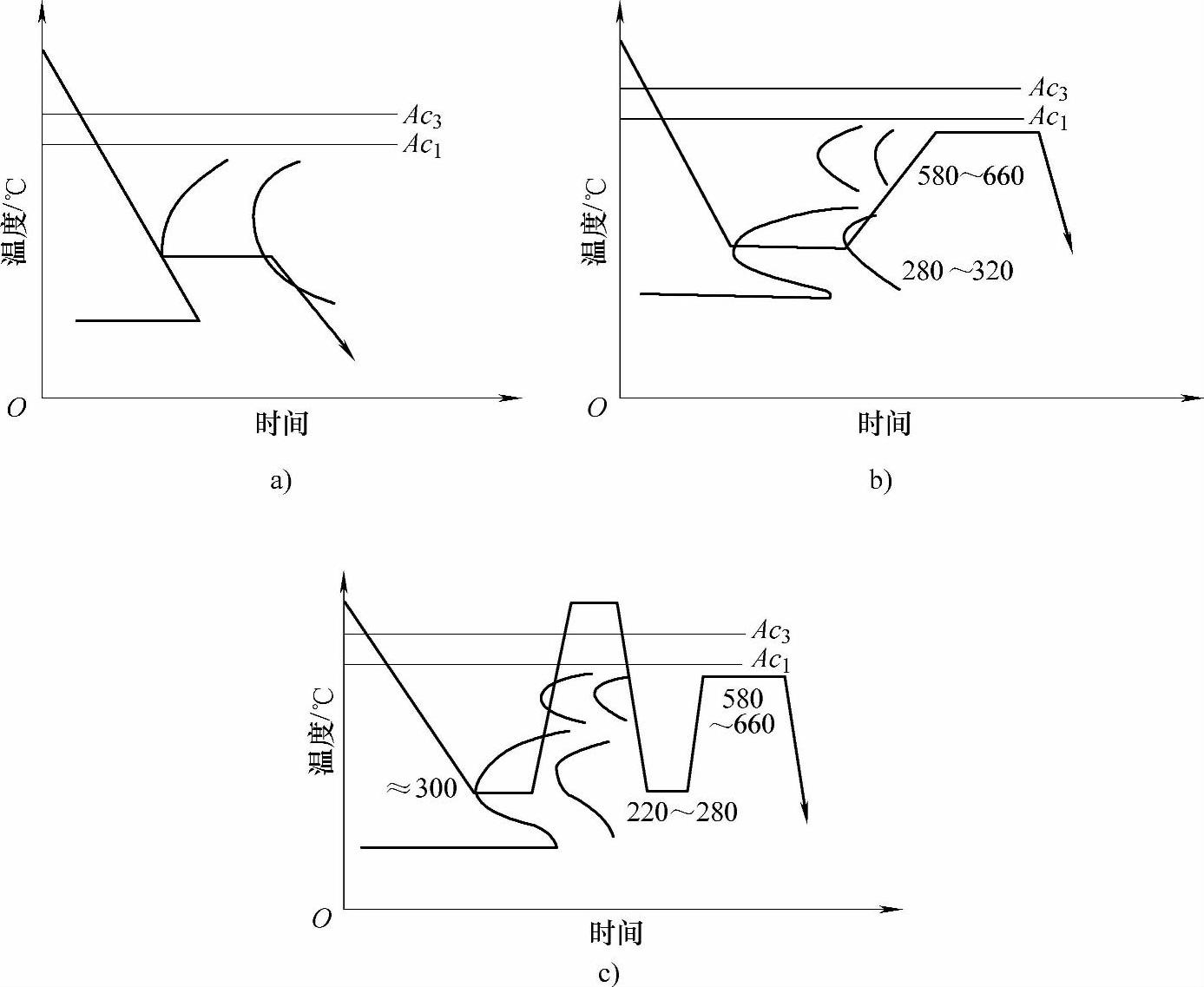
图1-7 不同钢种预防白点退火工艺曲线
a)碳钢及低合金钢 b)中合金钢 c)高合金钢
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关实用热处理技术及应用的文章




