【摘要】:等温退火是将工件加热到高于其临界点的温度,保温适当时间后以较快速度冷却到珠光体转变温度区间的适当温度并等温保持,使奥氏体转变为珠光体组织后在空气中冷却的退火。3)等温退火操作可在同一炉内进行,也可在两个炉内分别进行加热和等温。
等温退火是将工件加热到高于其临界点(Ac3或Ac1)的温度,保温适当时间后以较快速度冷却到珠光体转变温度区间的适当温度并等温保持,使奥氏体转变为珠光体组织后在空气中冷却的退火。
1.适用范围
该工艺适用于改善重型铸、锻件毛坯的可加工性和各种力学性能,并适用于防止钢中出现白点,以及工具钢和轴承钢的球化处理等。
2.技术要求
1)晶粒细化,先析出相组织球化。
2)去除内应力。
3)获得适当硬度。
3.操作守则
1)等温退火加热时,加热速度以150~180℃/h为宜。对于直径或厚度在150mm以下的毛坯可以提高到250~300℃/h。
2)钢件毛坯自加热温度冷却到等温温度,其冷却速度可以任选,但经验证明,一般在150℃/h左右较好。
3)等温退火操作可在同一炉内进行,也可在两个炉内分别进行加热和等温。
4)等温温度一般为所处理钢的冷却临界点(Ar1)以下10~30℃。
5)在等温温度的停留时间,碳素钢以1~2h为宜,合金钢以3~4h为宜。更具体的时间可根据钢的等温转变图推算。
6)钢件或毛坯等温后,在炉中或空气中冷却均可。
7)如果所处理的钢件急用,允许冷却到300~400℃后在水中冷却下来。
4.具体应用(www.daowen.com)
1)表1-9所示为常用合金结构钢的等温退火工艺参数。
表1-9 常用合金结构钢的等温退火工艺参数
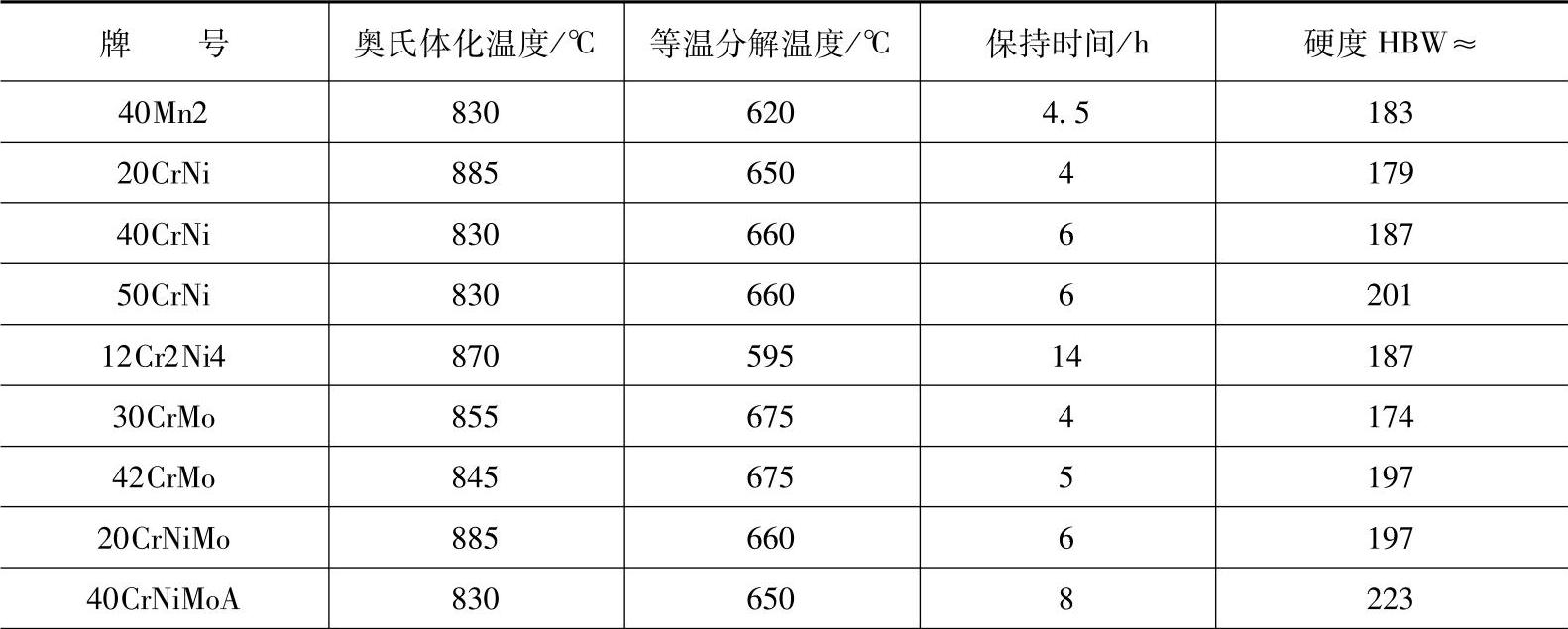
(续)

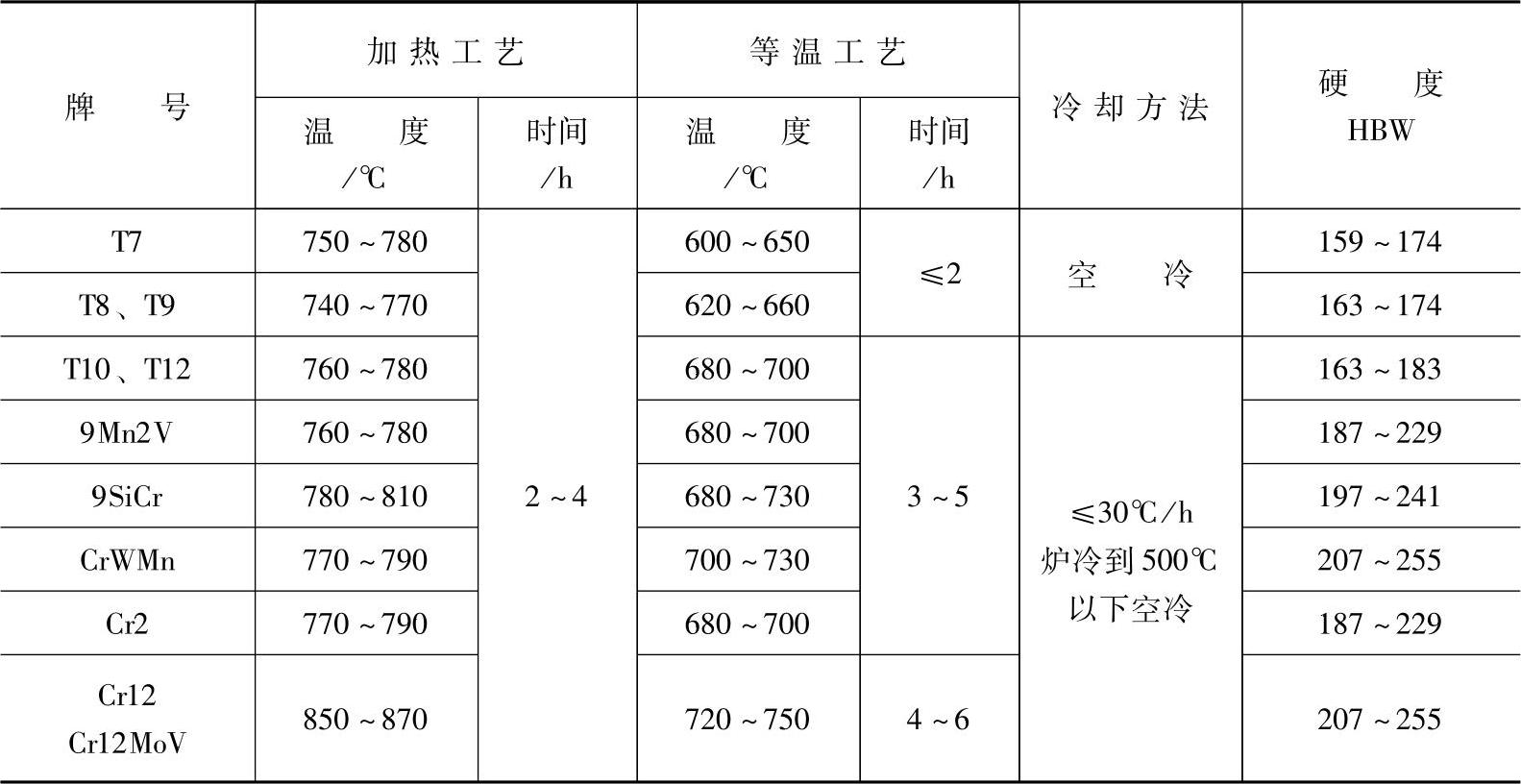
2)表1-10为常用工模具钢的等温退火工艺参数
表1-10 常用工模具钢的等温退火工艺参数
3)表1-11所示为常用轴承钢的等温退火工艺参数
表1-11 常用轴承钢的等温退火工艺参数
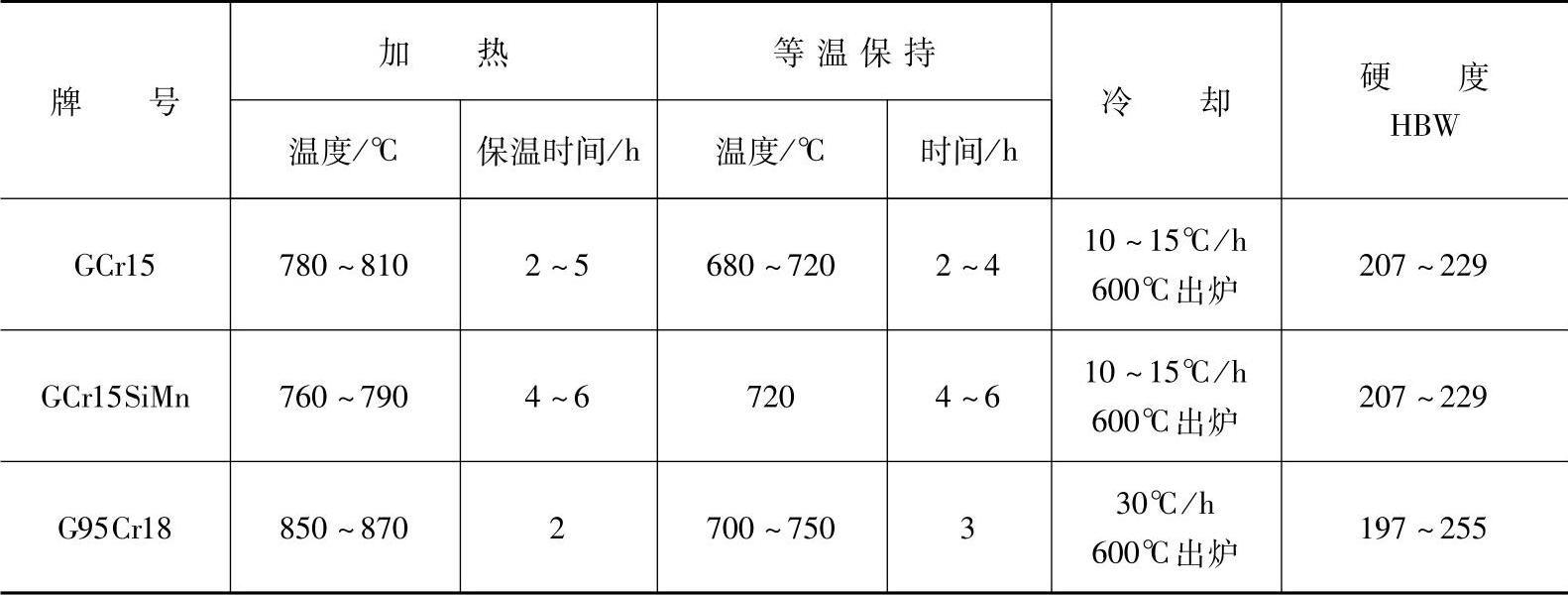
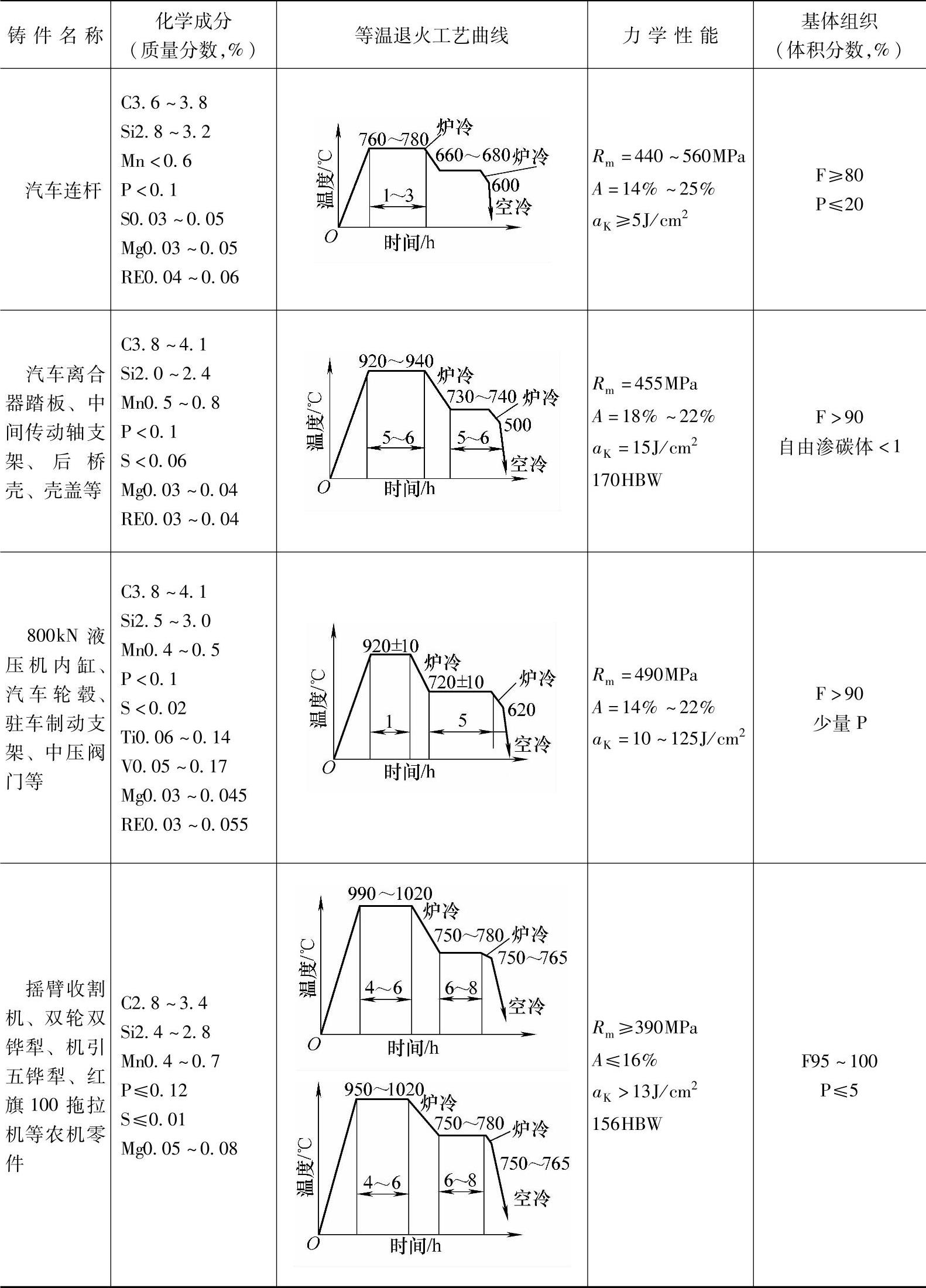
表1-12 球墨铸铁石墨化等温退火举例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




