【摘要】:去应力退火是指为去除各种冷、热加工所产生的内应力而进行的退火。3)去应力退火的具体加热温度为Ac1线以下,一般常采用600~680℃。4)去应力退火冷却速度,一般以不大于50℃/h的速度进行冷却。图1-2 灰铸铁件的去应力退火工艺曲线图1-3 球墨铸铁件去除内应力退火工艺曲线注:由于在400~510℃慢冷产生脆性,所以退火后必须空冷。
去应力退火是指为去除各种冷、热加工所产生的内应力而进行的退火。
1.适用范围
该工艺适用于去除工件塑性变形加工、切削加工或焊接造成的内应力及铸件内存在的残余应力等。
2.技术要求
1)降低原材料或工件的硬度,以利于切削加工。
2)去除工件的残余内应力。
3.操作守则
1)工件装炉应在加热炉温度不超过200~300℃状态下进行,并以不大于150℃/h的速度升温加热。
2)在工件较大或装炉量较多时,炉温升至350℃附近时停留一段时间,待内外温度一致继续加热到所需温度。待炉温均匀后开始计算保温时间。
3)去应力退火的具体加热温度为Ac1线以下(100~200℃),一般常采用600~680℃。
4)去应力退火冷却速度,一般以不大于50℃/h的速度进行冷却。工件出炉温度不得高于300℃。
4.具体应用
1)图1-2所示为灰铸铁件的去应力退火工艺曲线。
2)图1-3所示为球墨铸铁件去除内应力退火工艺曲线。
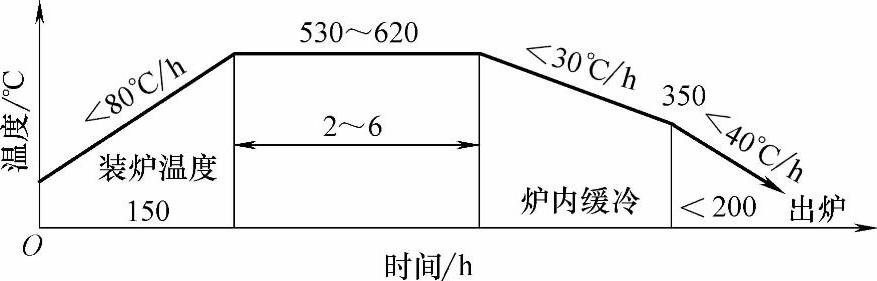
图1-2 灰铸铁件的去应力退火工艺曲线(www.daowen.com)
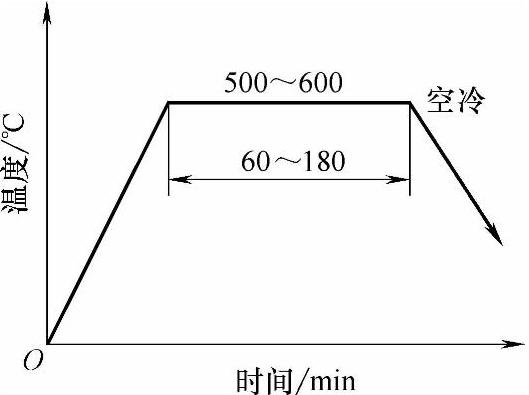
图1-3 球墨铸铁件去除内应力退火工艺曲线
注:由于在400~510℃慢冷产生脆性,所以退火后必须空冷。
3)图1-4所示为镍奥氏体耐蚀铸铁件去应力退火工艺曲线
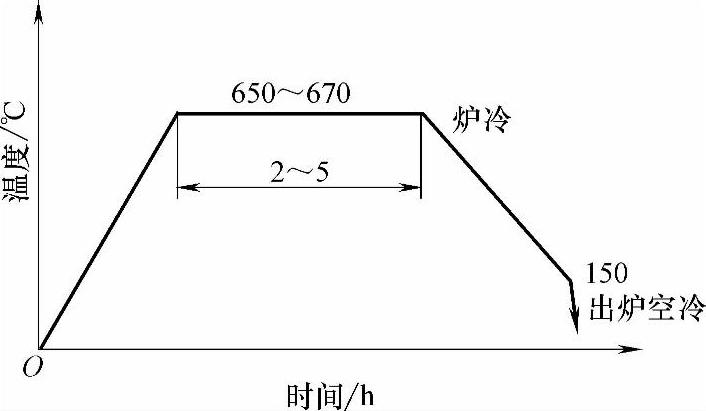
图1-4 镍奥氏体耐蚀铸铁件去应力退火工艺曲线
4)表1-8所示为碳钢铸件气割补焊后的去应力退火工艺
表1-8 碳钢铸件气割补焊后的去应力退火工艺
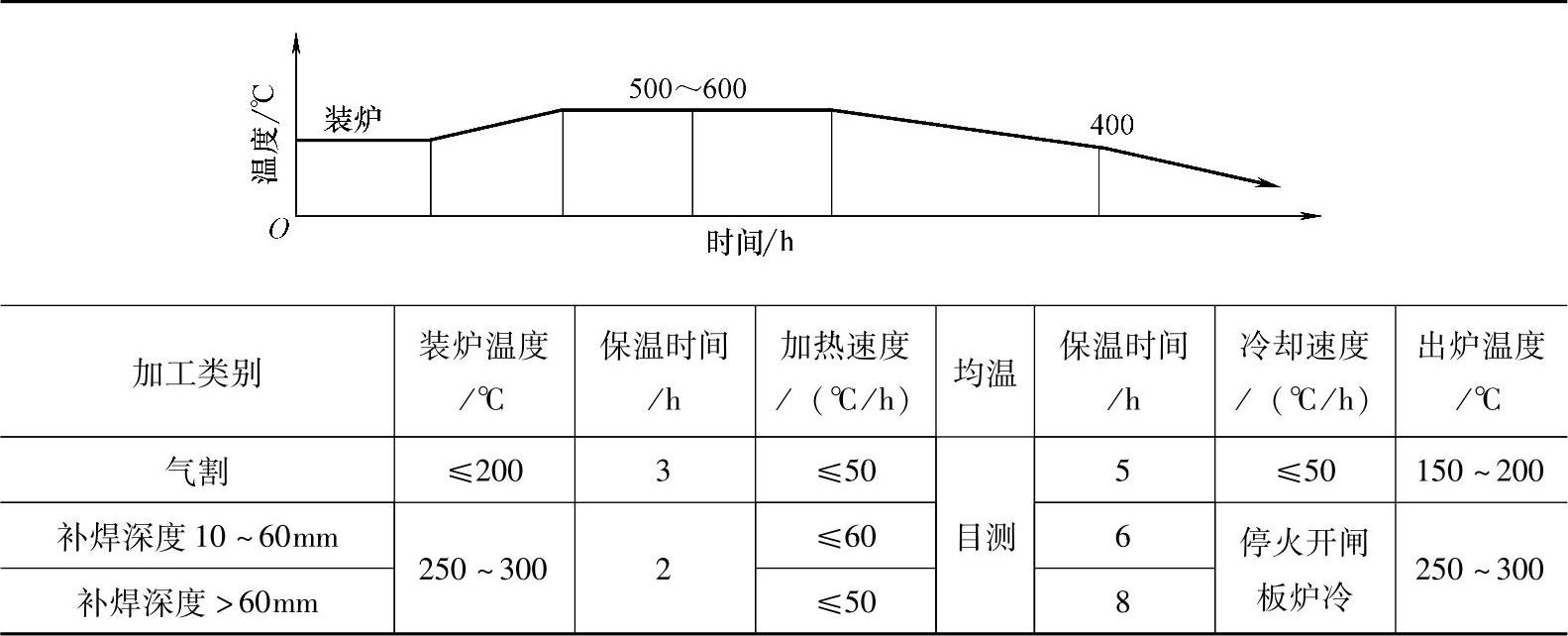
注:1.在600℃区间,一般铸件不需预热。
2.保温时间按装炉堆料高度计算,一般退火按每米保温4h计算
5)图1-5所示为低合金钢铸件的去应力退火工艺曲线
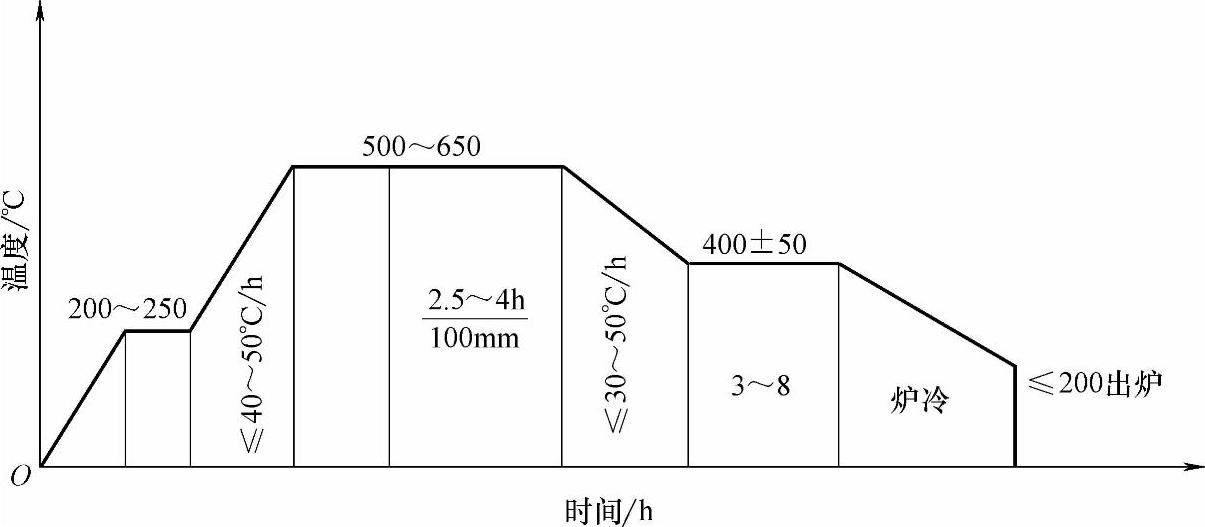
图1-5 低合金钢铸件的去应力退火工艺曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关实用热处理技术及应用的文章





