在车削蜗杆时,先在进给箱铭牌上找出与蜗杆导程相对应的模数m或径节DP,并调整好各交换手柄的位置即可。但在无进给箱的旧式车床上车削蜗杆,或进给箱铭牌上没有的特殊蜗杆时,则必须先进行交换齿轮的计算,或进行变通的交换齿轮计算,并在正确的组装后,才能获得所需要的蜗杆齿距。
车削蜗杆时的交换齿轮与车螺纹时交换齿轮的计算方法大体相同,也遵循传动比的运算原则。但由于度量螺旋线间距大小的参数不是工件螺距P工,而是模数m或径节DP,所以首先将车螺纹计算交换齿轮的基本公式(7-32)
换算成与其相对应的形式,再经过分式的基本运算原则,计算出相应齿数的齿轮,并对蜗杆的导程和式(7-31)所示的啮合条件进行验算。
下面根据不同情况作交换齿轮的运算。由于在以下的计算式中,均含有25.4或π,所以计算的交换齿轮均为近似值,只要其误差在允许范围内即可。
1.无进给箱车床交换齿轮的计算
(1)米制车床模数蜗杆 在用米制车床车削模数蜗杆时,先依据计算式Pz=πmZ1,将蜗杆的轴向导程替代式(7-32)中的工件螺距P工,即

式中 Pz——蜗杆的轴向导程(mm);
P丝——车床丝杠螺距(mm);
m——蜗杆的轴向模数;
Z1——蜗杆头数。
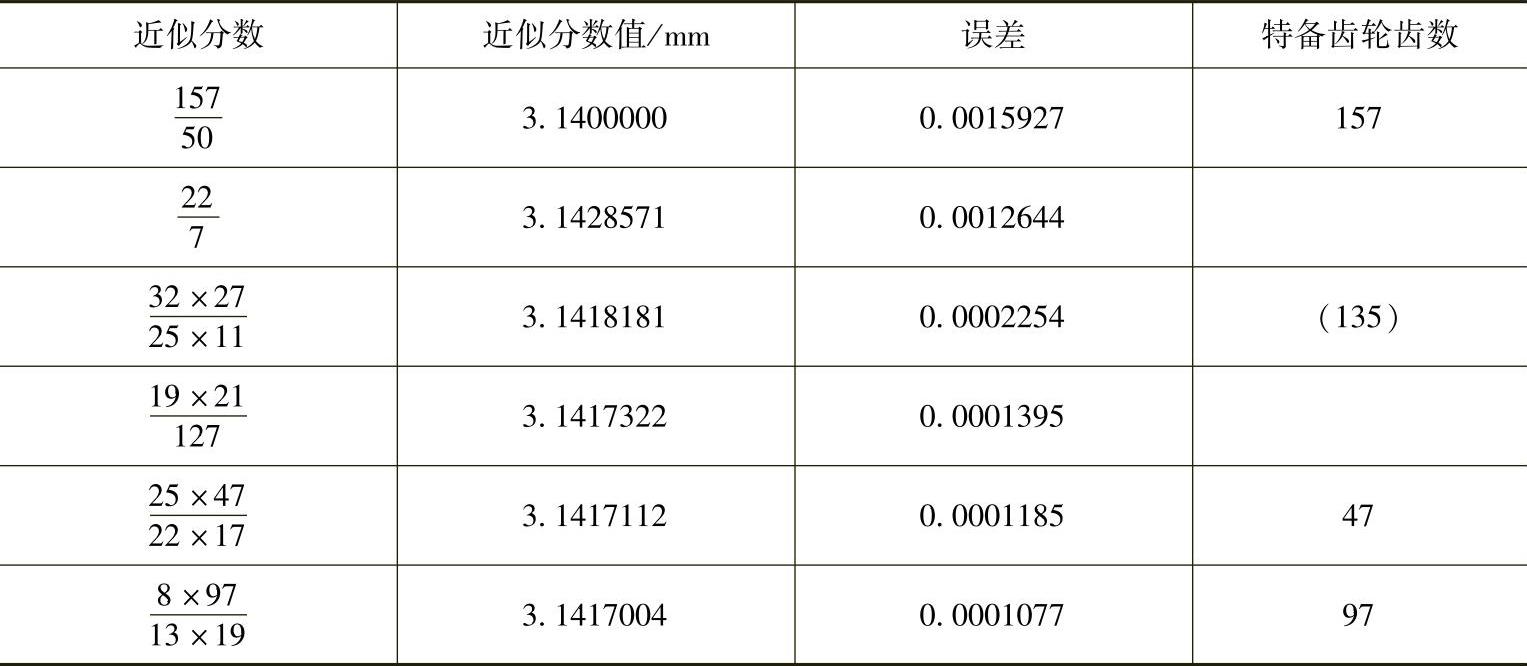
由于π值为非循环小数,在计算时,用π的近似分数表示。常用的近似分数如表8-5所示(按精度依次递增排列)。
表8-5 π的近似分数
例2:车床丝杠螺距P丝=6mm,车模数m=2mm的单线蜗杆,试计算交换齿轮。
解:取
,根据式(8-26)

验算蜗杆实际轴向导程Pz′:
将式(8-26)移项得

蜗杆轴向导程Pz=πmZ1=π×2×1mm≈6.2832mm
误差Pz′-Pz=(6.2857-6.2832)mm≈0.0025mm。
验证啮合条件:
根据式(7-31)
Z1+Z2-Z3=110+70-60=120>15
Z3+Z4-Z2=60+90-70=80>15
经验算
均符合要求。
例3:P丝=12mm,车削模数m=2mm的双头蜗杆,试计算交换齿轮。
解:取
,根据式(8-26)

验算蜗杆实际导程P′z:
将式(8-26)移项得

米制蜗杆导程Pz=πmZ1=π×2×2.5mm≈15.708mm
误差Pz′-Pz=(15.71-15.708)mm≈0.002mm
验证啮合条件:
根据式(7-31)
Z1+Z2-Z3=95+60-105=50>15
Z3+Z4-Z2=105+127-60=172>15
经验算
均符合要求。
(2)米制车床车径节蜗杆 用米制车床车削径节蜗杆时,则依据算式Pz=
,将蜗杆的米制轴向导程,替代式(7-32)中的工件螺距P工,即

式中 Pz——蜗杆的米制轴向导程(mm);
P丝——车床丝杠螺距(mm);
DP——蜗杆径节;
Z1——蜗杆头数。
由于式(8-27)中,包含了25.4和π两个非整数,在计算时,应分别用表7-8和表8-5的分式表示。
例4:车床丝杠螺距P丝=6mm,车径节DP=12的单头蜗杆,试计算交换齿轮。
解:取
,
,根据式(8-27)

验算蜗杆实际米制轴向导程Pz′:
将式(8-27)移项得

蜗杆米制轴向导程

误差Pz′-Pz=(6.652-6.65)mm=0.002mm
验证啮合条件:
根据式(7-23)
Z1+Z2-Z3=55+105-127=33>15
Z3+Z4-Z2=127+60-105=82>15
经验算 均符合要求。
均符合要求。
例5:车床丝杠螺距P丝=6mm,车径节DP=12的双头蜗杆,试计算交换齿轮。
解:取 ,
, ,根据式(8-27)
,根据式(8-27)

验算蜗杆实际米制轴向导程Pz′:
将式(8-27)移项得

蜗杆米制轴向导程
误差Pz′-Pz=(13.3-13.299)mm=0.001mm
验证啮合条件:
根据式(7-23)
Z1+Z2-Z3=95+75-105=65>15
Z3+Z4-Z2=105+100-75=130>15
经验算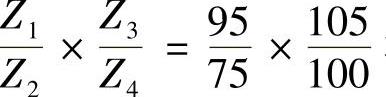 均符合要求。
均符合要求。
(3)英制车床车模数蜗杆 用英制车床车削模数蜗杆时,则根据算式P丝= 将英制丝杠换算成米制螺距和Pz=πmZ1分别替代式(7-32)中的P丝和P工,即
将英制丝杠换算成米制螺距和Pz=πmZ1分别替代式(7-32)中的P丝和P工,即

式中 Pz——蜗杆的轴向导程(mm);
P丝——英制丝杠的米制螺距(mm);
m——蜗杆的轴向模数;
Z1——蜗杆头数。
例6:车床丝杠每英寸4牙,车模数m=2.5mm的单头蜗杆,试计算交换齿轮。
解:取 ,
, ,根据式(8-28)
,根据式(8-28)

验算蜗杆实际轴向导程Pz′:
将式(8-28)移项得(https://www.daowen.com)

蜗杆轴向导程Pz=πmZ1=π×2.5×1mm≈7.854mm
误差Pz′-Pz=(7.857-7.854)mm=0.003mm
验证啮合条件:
根据式(7-23)
Z1+Z2-Z3=100+70-110=60>15
Z3+Z4-Z2=110+127-70=167>15
经验算 均符合要求。
均符合要求。
例7:用丝杆为每英寸6牙的车床车模数m=3.5mm的双头蜗杆,试计算交换齿轮。
解:取 ,
, ,根据式(8-28)
,根据式(8-28)

验算蜗杆实际轴向导程Pz′
将式(8-28)移项得

蜗杆轴向导程Pz=πmZ1=π×3.5×2mm≈21.991mm
误差Pz′-Pz=(22-21.991)mm=0.009mm
验证啮合条件:
根据式(7-23)
Z1+Z2-Z3=120+20-110=30>15
Z3+Z4-Z2=110+127-20=217>15
经验算 均符合要求。
均符合要求。
(4)英制车床车径节蜗杆 用英制车床车削径节蜗杆时,如前面的计算思路,将英制丝杠和径节螺杆均换算成米制形式后,将它们代入式(7-32)中,由于
蜗杆的米制导程
丝杠的米制螺距
将它们代入式(7-32)中
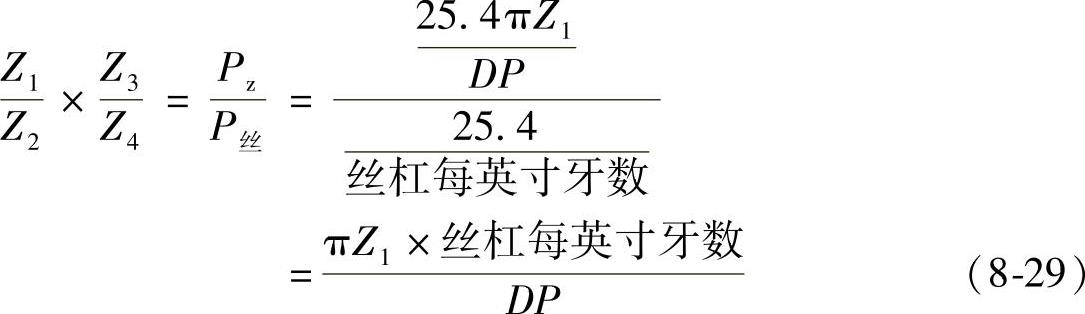
式中 Pz——蜗杆的轴向导程(mm);
P丝——英制车床的米制螺距(mm);
DP——蜗杆径节;
Z1——蜗杆头数。
例8:车床丝杠每英寸4牙,车径节DP=12的双头蜗杆,试计算交换齿轮。
解:取 ,根据式(8-29)
,根据式(8-29)

验算蜗杆实际轴向导程Pz′:
将式(8-28)移项得

蜗杆米制轴向导程
误差Pz′-Pz=(13.305-13.299)mm=0.006mm
验证啮合条件:
根据式(7-31)
Z1+Z2-Z3=60+90-110=40>15
Z3+Z4-Z2=110+35-90=55>15
经验算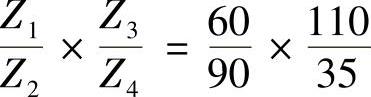 均符合要求。
均符合要求。
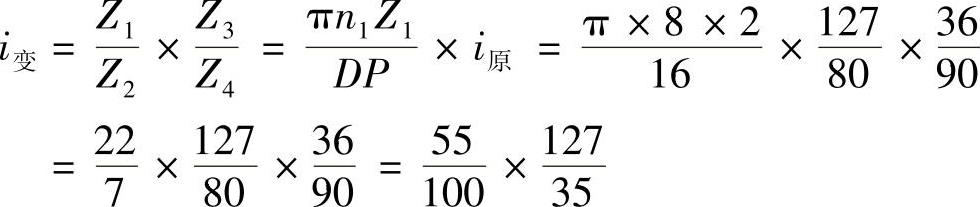
例9:车床丝杠每英寸8牙,车径节DP=8的单头蜗杆,试计算交换齿轮。
解:取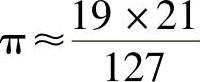 ,根据式(8-29)
,根据式(8-29)

验算蜗杆实际轴向导程Pz′:
将式(8-28)移项得

蜗杆米制轴向导程
误差Pz′-Pz=(9.975-9.9746)mm=0.0004mm
验证啮合条件:
根据式(7-31)
Z1+Z2-Z3=105+25-95=35>15
Z3+Z4-Z2=95+127-25=197>15
经验算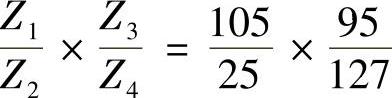 均符合要求。
均符合要求。
2.有进给箱车床交换齿轮的变通计算
在车削特殊的或在车床进给箱铭牌上找不到的蜗杆时,可通过变通的方法,对铭牌上现有的蜗杆进行重新计算,得到新的变通的传动比i变,以满足加工需要。
车特殊蜗杆的计算步骤和方法。首先在进给箱铭牌上选取与蜗杆计量单位相同的螺距或每英寸牙数,即车模数蜗杆在米制螺距中选取;车径节蜗杆在英制螺纹的每英寸牙数中选取。之后再采用以下的计算式,将相对应的原交换齿轮比i原进行运算,计算出变通的交换齿轮i变。
1)当车模数蜗杆时

2)当车径节蜗杆时
由于英制蜗杆的米制导程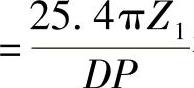
替代πmZ1,任意选取的n1的米制螺距 替代P1,代入式(8-30)
替代P1,代入式(8-30)
则
式中 i变——新计算出的变通交换齿轮比;
Pz——蜗杆导程(mm);
Pi——在铭牌上任意选取的米制螺距(mm);
m——蜗杆模数(mm);
Z1——蜗杆头数;
n1——在铭牌上任意选取的英制螺纹每英寸牙数;
DP——蜗杆径节;
i原——所选取的P1或n1位置上原来的交换齿轮比。
例10:在C618型普通车床上车模数m=2mm的单头蜗杆,计算变通的交换齿轮和确定变换手柄位置。
解:在表7-10的进给箱铭牌上选螺距P1=2mm,则
根据式(8-30)

验算蜗杆实际导程Pz′:
验算蜗杆实际导程的方法是:将式(8-30)移项

蜗杆轴向导程:Pz=πmZ1=π×2×1mm=6.2832mm
误差:Pz′-Pz=(6.2857-6.2832)mm=0.0025mm
移动手柄仍在螺距P1=2的位置上,即诺顿手柄:5;移动手柄:Ⅰ。
例11:在C618型普通车床上车径节DP=16的双头蜗杆,计算变通的交换齿轮和确定变换手柄位置。
解:在表7-10的进给箱铭牌上选取每英寸为8牙的英制螺纹,则
根据式(8-31)
验算蜗杆实际导程Pz′:

蜗杆轴向米制导程:
误差:Pz′-Pz=(9.979-9.9743)mm=0.0047mm
验证啮合条件:
根据式(7-23)
Z1+Z2-Z3=55+100-127=28>15
Z3+Z4-Z2=127+35-100=62>15
经验算 均符合要求。
均符合要求。
移动手柄仍在每英寸8牙的位置上,即诺顿手柄:6;移动手柄:Ⅰ。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




