螺纹的主要测量参数有螺距、大、小径和中径的尺寸,由于外螺纹大径和内螺纹小径的公差都比较大,所以主要是测量螺纹的螺距和中径尺寸。
螺纹的测量方法有单项测量和综合测量两类。
1.单项测量法
单项测量法是用量具测量螺纹的某一项参数。
(1)测量螺距 前面讲过,在螺纹试切时,就应用钢直尺、卡尺或螺距规对螺距进行测量。
机床或测量仪器上所用的精密丝杠,如精密车床的母丝杠、坐标镗床和工具显微镜上的传动丝杠等,都要求传递很高的位置精度,它通过螺距误差反映出来。单个螺距误差是指螺纹牙型中径处,相邻两牙同侧的轴向实际距离与理论距离之差。通常除测量单个螺距误差外,还测量若干个牙螺距的积累误差。
测量螺距比较简单的方法是机械式测量方法。单个螺距误差和螺距积累误差的测量工具如图7-44所示。测量时,将V形架3跨在丝杠1上,以丝杠外圆定位。固定测头2和活动测头4的测量端分别于被测牙中径处同一侧面上,活动测头4另一端与测微仪5接触。测量前,用量块或标准丝杠对测量头的距离调整归零,作为标准螺距,测量出的螺距的实际距离由活动测头传递给测微仪显示,与标准螺距进行比较,从而测量出螺距误差,如图7-44a所示。
在测量螺距累积误差时,先根据技术要求,将测量工具的两个测量头的距离调整到螺距的某个整数倍,测量出这一跨距的螺距积累误差后,可进行逐牙测量或随机测量,并找出最大差值,即为在这个跨距范围内螺距的最大积累误差,如图7-44b所示。
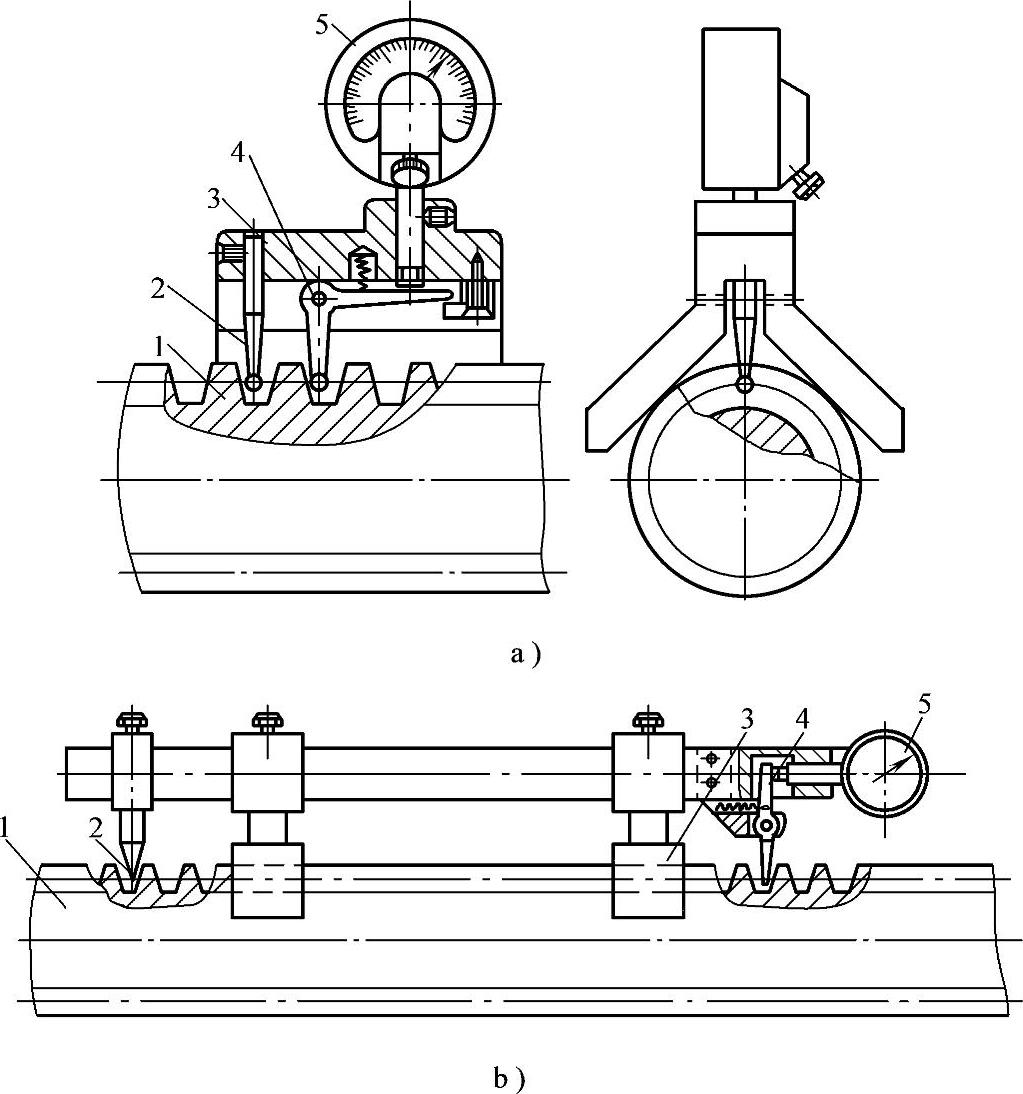
图7-44 螺距测量工具
1—丝杠 2—固定测头 3—V形架 4—活动测头 5—测微仪
螺纹精度要求很高的丝杠类工件或内螺纹的螺距,还可采用万能工具显微镜或激光等测量方法。
(2)螺纹大、小径的测量 一般可用游标卡尺或千分尺测量外螺纹大径d和内螺纹小径D1的尺寸。
(3)测量螺纹中径 螺纹中径d2、D2的尺寸精度要求较高,它们的加工误差大小,直接决定着螺纹的配合精度。在实际操作过程中,除了按操作规范对螺纹中径进行有效地控制外,还应对中径进行测量。测量螺纹中径的常用方法有以下几种:
1)用螺纹千分尺测量。螺纹千分尺是在外径千分尺的测杆和砧座上分别设置可安装测量头的孔。测量头有60°和55°两套,适用于不同牙型角和不同螺距。在更换合适的测量头对合后,必须调整它们的相对位置,使千分尺对准零位。
测量时,与螺纹牙型角相同的上、下两个测头,正好卡在螺纹的牙侧上,如图7-45所示。由于上测量头与螺纹的牙槽吻合,下测量头则对称跨在牙型两侧,所以,各测量点的对称线与千分尺的测量轴心重合,因此,千分尺所测得的读数,就是螺纹中径的实际尺寸。
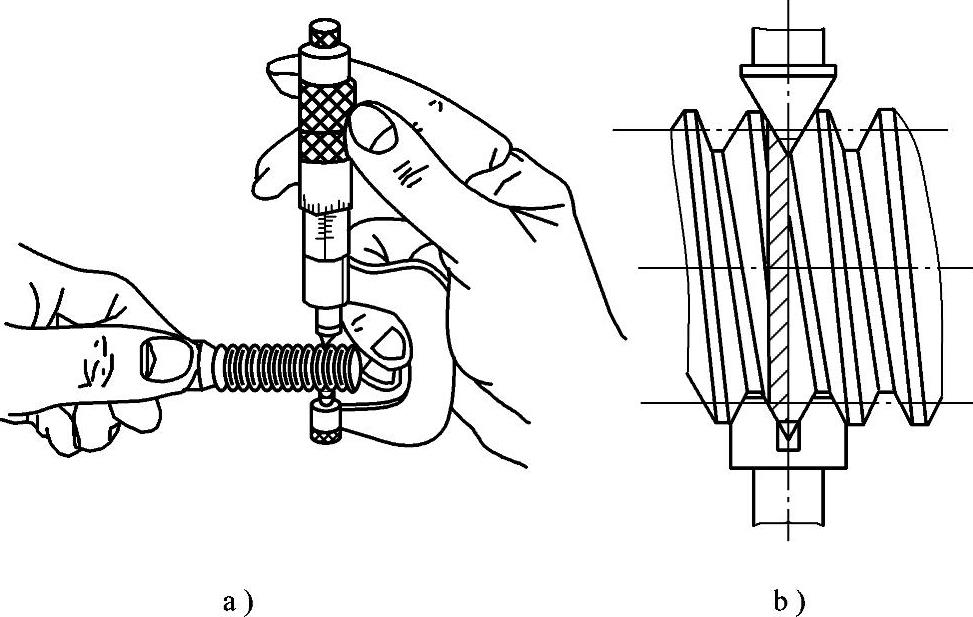
图7-45 螺纹千分尺及其测量原理
a)螺纹千分尺 b)测量原理
用这种方法,只能测量单线或奇数多线三角形外螺纹的中径。
2)三针法测量。螺纹精度要求较高的螺纹和梯形螺纹以及蜗杆,可采用三针法测量螺纹中径,如图7-46所示。
三针法测量的螺纹中径的基本方法是:
①查表或根据有关计算式求出螺纹中径d2。
②根据螺距P,计算出量针直径dD。量针的最佳直径是测量量针外圆与螺纹中径的牙侧相切。量针的直径过大时,量针外圆不能和螺纹牙型侧面相切,太小时,量针顶点低于螺纹牙顶,无法测量,如图7-47所示。确定量针直径可用
下式计算

式中 dD——量针直径(mm);
P——工件螺距(mm);
α——螺纹牙型角(°)。
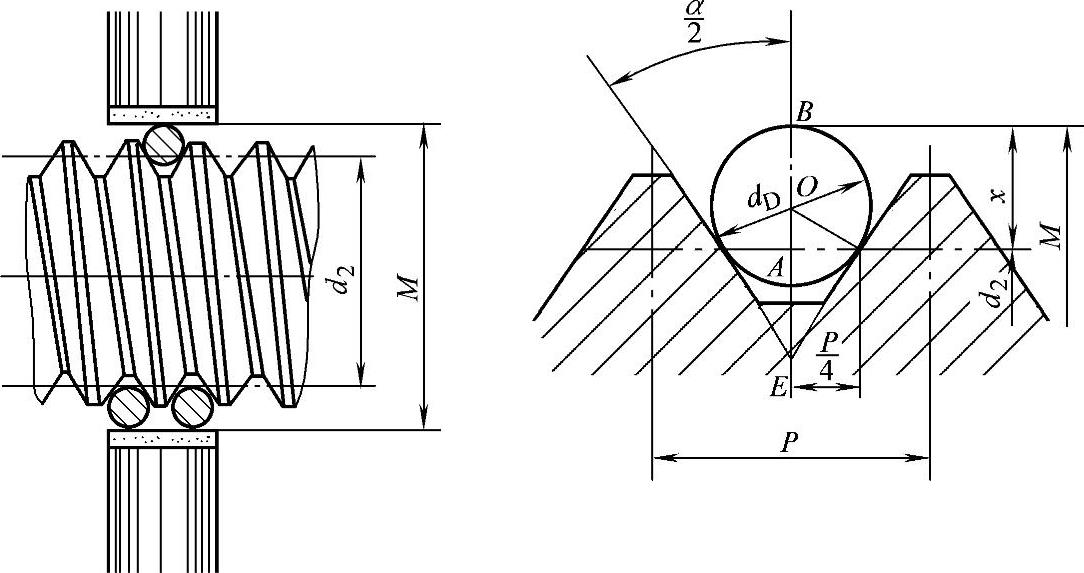
图7-46 三针法测量螺纹中径
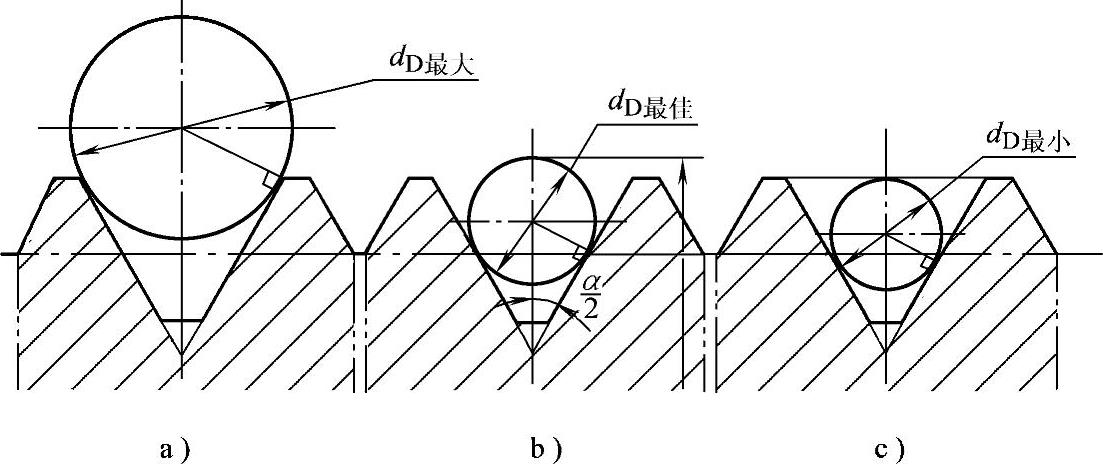
图7-47 钢针直径的选择
a)最大钢针直径 b)最佳钢针直径 c)最小钢针直径
③测量和确定螺纹中径d′2。将三根量针顺着螺旋槽方向分别平行放置在螺纹两侧相对应的螺旋槽内,用千分尺量出量针两侧顶点之间的长度值M,用下式计算测量出的螺纹中径d2(www.daowen.com)
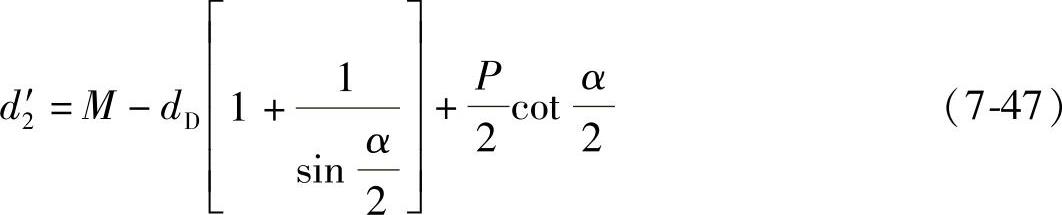
式中 d′2——测量出的螺纹中径(mm);
M——千分尺测出的尺寸(mm);
dD——量针直径(mm);
α——螺纹牙型角(°);
P——工件螺距(mm)。
为便于计算,将以上计算式简化成表7-12的形式
表7-12 常见螺纹三针测量简化计算公式
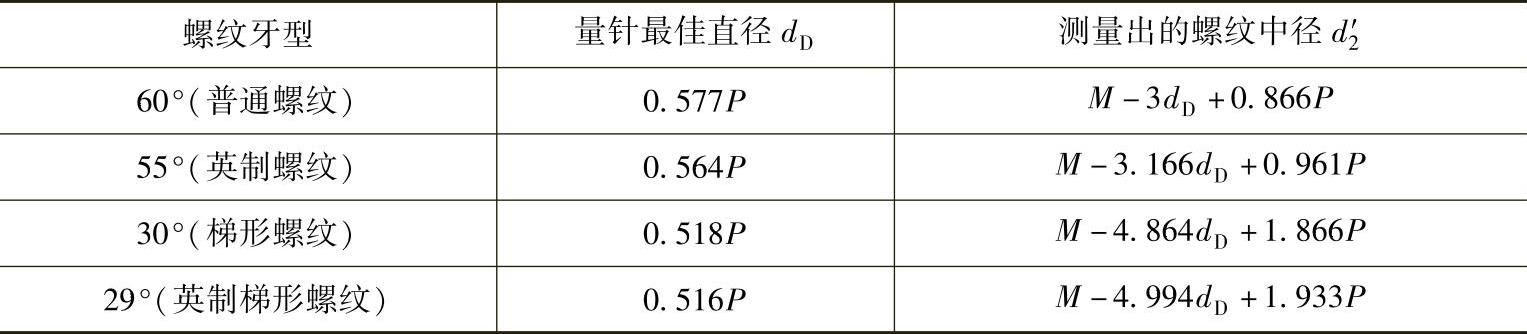
注:P为螺纹螺距。
④当测量较大的螺距,千分尺测量杆不能同跨两根量针时,可用公法线千分尺测量,如图7-48所示。
例29:用三针法测量Tr=50×12的30°梯形螺纹,量针直径dD=0.5177P=0.5177×12mm=6.212mm,测得M=51.642mm,求测量出的螺纹中径d2′。
解:根据表7-12查得 d2′=M-4.864dD+1.866P
=(51.642-4.8637×6.212+1.866×12)mm
=43.82mm
查表或计算得,梯形螺纹的标准中径为d2=44mm。
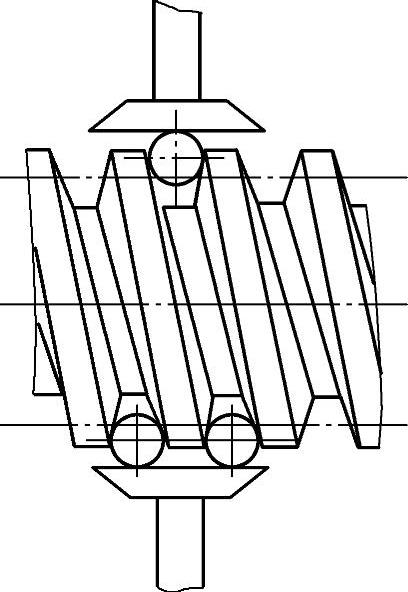
图7-48 用公法线千分尺测量
螺纹中径的加工误差为
d′2-d2=(43.82-44)mm=-0.18mm
2.综合测量法
综合测量法是用螺纹量规对螺纹主要参数进行综合性能检测,从而检验在使用时相互配合的实际精度。
螺纹量规有螺纹塞规和螺纹环规,它们都分通规和止规,如图7-49所示。测量时塞规轴线或环规端面应分别与螺纹端面或螺纹轴线垂直。如果通规难以拧入,应对螺纹的各直径尺寸、牙型半角和螺距等进行检查修正后再重新测量。测量时,拧入力应自然柔和,切不可用力过猛,而导致测量不准或影响量规的精度。
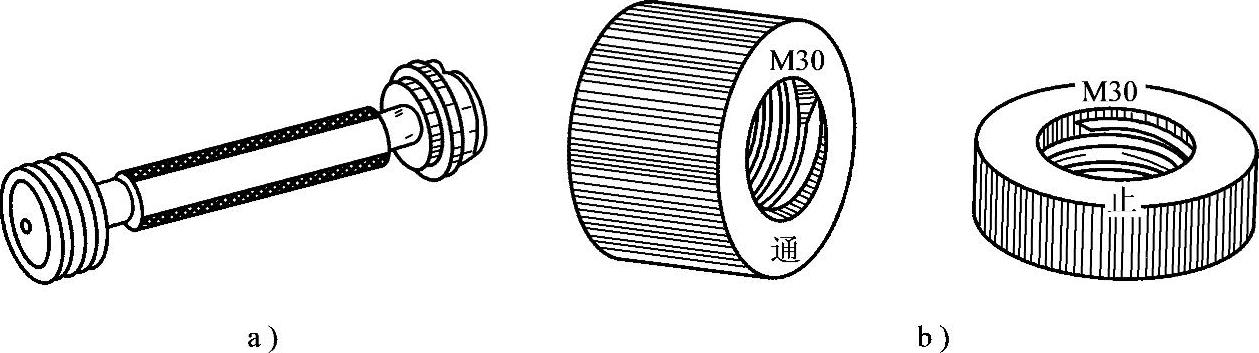
图7-49 螺纹量规
a)塞规 b)环规
在用螺纹量规检测螺纹时,有时会出现通规通不过,而止规通过的现象,其主要原因是螺纹车刀牙型角刃磨不正确引起的。
一般说来,螺纹量规的通规的牙型是完整的螺纹牙型,其中螺纹塞规主要检测螺纹的中径和大径,螺纹环规主要检测螺纹的中径和小径;而螺纹量规的止规的牙型是截短的螺纹牙型,主要检测螺纹的中径。所以,当由于螺纹车刀径向前角的存在或刀尖半角不对称而影响螺纹车刀的刀尖角,或刀尖圆弧半径以及刀尖宽度达不到规定数值时,虽然中径已经超差,但螺纹两侧不正确的牙型,阻碍了螺纹量规通规通过,而止规可以通过的现象。
因此,产生这种现象时,应采取以下修正措施。
1)精车精密螺纹时,必须采用前面为水平面,即径向前角γp=0的螺纹精车刀。
2)当车削一般精度的螺纹时,为便于切削,可适当磨出径向前角,使γp>0,但必须根据径向前角的大小,根据式(7-23)修正螺纹车刀的刀尖角。
3)螺纹车刀在安装时,必须使刀尖角的等分线垂直于工件中心。
4)正确刃磨螺纹车刀的圆弧半径或刀尖宽度,达到规定所要求的数值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





