在车床上车削R3/4的圆锥外螺纹,每英寸14牙,总长度为250mm的连接管。由于批量很大,今拟将工件装夹在三爪自定心卡盘上,采用偏移尾座的方法加工。其操作步骤和方法为:
1)按工件长度下料,(250±0.2)mm。
2)将工件一端套装在开口夹套内,装夹在三爪自定心卡盘上,另一端通过球面顶套用活顶尖顶住。
1.计算尾座偏移量。
1)测量工件装夹点到活顶尖有效顶点的长度L0。
2)假定实测长度L0=200mm,由于圆锥管螺纹的锥度为1∶16,所以它的圆锥半角函数为
则
2.调整尾座偏移量
将尾座向内移动0.626mm后,分别夹紧和顶紧工件,如图7-30所示。
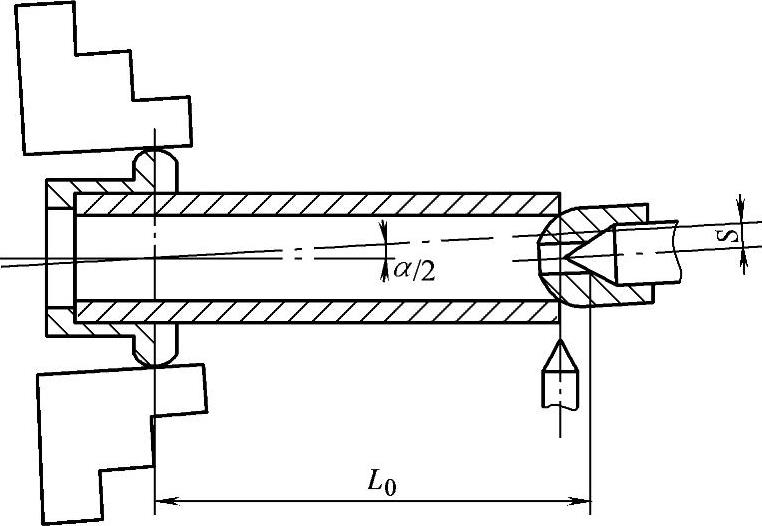
图7-30 偏移尾座车削圆锥管螺纹(二)
3.车螺纹
1)用机动进给车削螺纹外圆锥,其长度应保证螺纹的有效长度。
2)调节进给箱移动手柄到每英寸14牙位置上。
3)试切螺纹,检测螺距后再进行正式切削螺纹。(https://www.daowen.com)
用偏移尾座的方法,可采用切削螺纹的一般方法车削圆锥管螺纹,使操作简单,质量可靠,但应注意以下几点:
1)螺纹车刀在装夹时,刀尖角的平分线必须与工件轴心线垂直,即与主轴的旋转中心偏移一个角度α/2,才能保证工件螺纹牙型的正确性。2)尾座偏移量S,按 计算,其中L0为工件装夹的实际长度,α为圆锥管螺纹的锥度。
计算,其中L0为工件装夹的实际长度,α为圆锥管螺纹的锥度。
3)为保证工件端面装夹位置的一致性,工件总长度应保持一致,使工件装夹长度L0不发生变化。而在用三爪自定心卡盘装夹工件时,还应注意:
①螺纹加工完成后,在卸下工件前,应记住这时尾座套筒的刻线位置。
②顶尖后退,松开三爪自定心卡盘,将工件卸下。
③将待加工件装入开口夹套的底部,靠紧台肩,共同装入接近合拢的三爪自定心卡盘内,用顶尖推进工件,在到达尾座套筒原来的刻线位置后,再用卡盘夹紧工件,顶尖顶牢后再进行切削。
④这时待加工件端面处于先前的装夹位置上,使工件装夹长度L0不变,从而保持原来的背吃刀量,以保证螺纹尺寸的稳定性。
4)工件在倾斜状态下,采用车床标定的螺距或每英寸牙数切削时,切削出的实际螺距或每英寸牙数必然会产生螺距误差。
如在采用图7-30的方式用车床铭牌为每英寸14牙的挡,车削每英寸为14牙的圆锥管螺纹。已知圆锥角1∶16,即α/2=1.79°。由于每英寸14牙的米制螺距为
那么,切削出的实际螺距P′为

其误差为:(1.8152-1.8143)mm=0.0009mm
即,其螺纹误差很小,可以忽略不计。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





