偏心工件一般都在车床上加工。其车削方法主要是工件的装夹方法,即把需要加工的偏心部分的轴线调整到与车床主轴旋转轴线相重合的位置。工件的偏心距精度主要是通过装夹精度保证的。常用的装夹方法主要有:用四爪单动卡盘、三爪自定心卡盘、偏心卡盘、花盘、在两顶尖间装夹以及用专用偏心夹具装夹等。而偏心距的加工精度,则往往是通过划线和找正的方法保证的。
1.在四爪单动卡盘上加工
当小批量加工长度较短、偏心距较小的偏心工件时,可装夹在四爪单动卡盘上加工。其加工步骤是:
1)锻造或圆钢下料,必要时应进行正火或调质处理。
2)车两端平面。
3)按工件最大直径车成圆柱体光轴。
4)划线。划线的基本方法是:
①将划线表面涂有显示剂的工件放置在V形铁或划线方箱的V形槽中,用高度游标划线尺测量出光轴上母线的高度后,把游标下移到光轴半径尺寸处,用手压住工件,在光轴两端面和外圆两侧划出封闭的线痕。然后将工件旋转180°。
②将工件旋转180°找平后,检测划线尺划线爪与线痕重合后,划线爪的位置即为工件的中心位置。
③将工件转动90°,用90°角尺对齐已划好的端面基准线后,再用已调好的划线尺在工件两端面和外圆两侧划出封闭线痕,端面上两垂线的交点O,即为工件的轴心。
④将划线尺游标上移或下移所需要的偏心距,并在工件两端面和两侧划出偏心封闭线,端面十字交叉点a即为偏心部分的轴心,Oa即为偏心距,如图6-81所示。
⑤在a点处和偏心线周边打样冲眼,并以偏心的轴心a为圆心划圆心线,作为装夹找正的辅助参考线。
5)装夹与找正。装夹与找正的基本方法如图6-82所示。
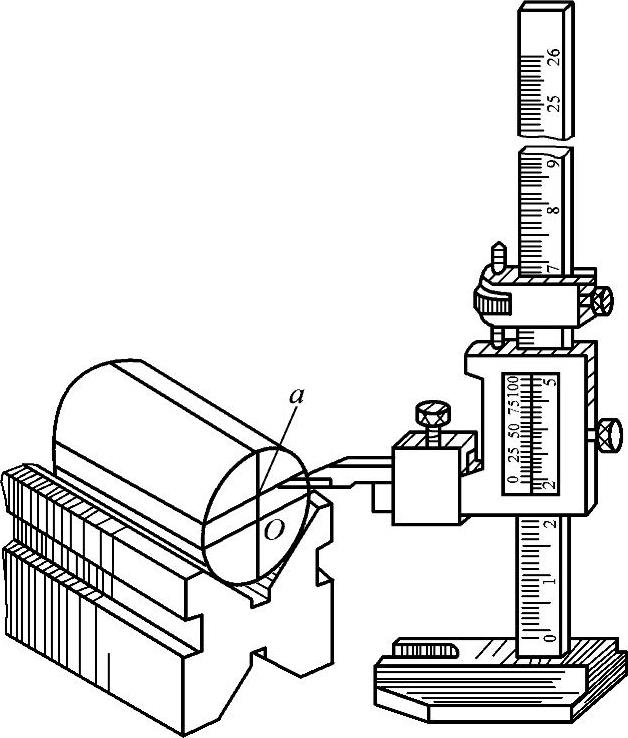
图6-81 在V形铁上画偏心线的方法
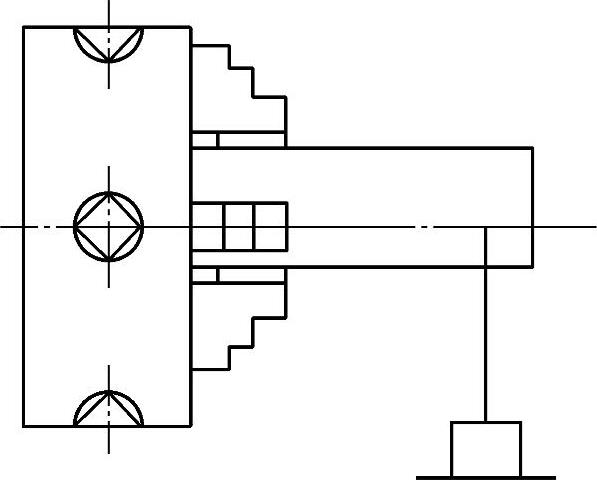
图6-82 装夹与找正的基本方法
①将工件装夹在四爪单动卡盘上,为增加工件在找正时水平方向的自由度和防止外圆的损伤,在各卡盘卡爪处垫一窄条铜板。
②在床面上放一平板,用划线盘找正偏心的参考圆心线。
③用十字线校正法,将划线盘自左至右分别沿两侧的偏心线平行移动,并反转半周,反复校正工件位置和划针高度,使偏心线在左右和上下位置上均与划针高度一致为止(可参见4.6.1节中关于用划线盘找正的详细介绍)。
④按相对方向依次紧固各卡盘卡爪,并保证工件已找正的位置不变。
如果偏心距精度要求较高,可将工件的偏心距看作圆跳动量,直接用百分表的摆动差校正。
6)切削偏心表面与车削一般的圆柱面没有多大区别,仅仅由于在开始切削时两侧的切削余量相差较大,从而导致切削力不均匀带来的一些影响。
2.在三爪自定心卡盘上加工
在车削长度较短、偏心距较小的偏心工件时,可以通过在三爪自定心卡盘一个卡爪垫上一定厚度的垫片,使工件在正确的偏心位置上夹紧,突显自然定心简单快捷的偏心加工。
在操作过程中,主要是确定垫片的厚度。垫片厚度的运算过程是:
用三爪自定心卡盘装夹偏心工件的示意如图6-83所示。其中,e为偏心距,x为垫片厚度,O点位卡盘所夹部分直径D的圆心,A点位卡盘卡爪的夹紧中心,其半径为R。
过圆心A连接卡盘卡爪顶点B,过圆心O作AB的垂线,相交于C点,连OB。
在直角三角形OAC中,∠OAC=60°,OA=e
所以

在直角三角形BOC中:
所以
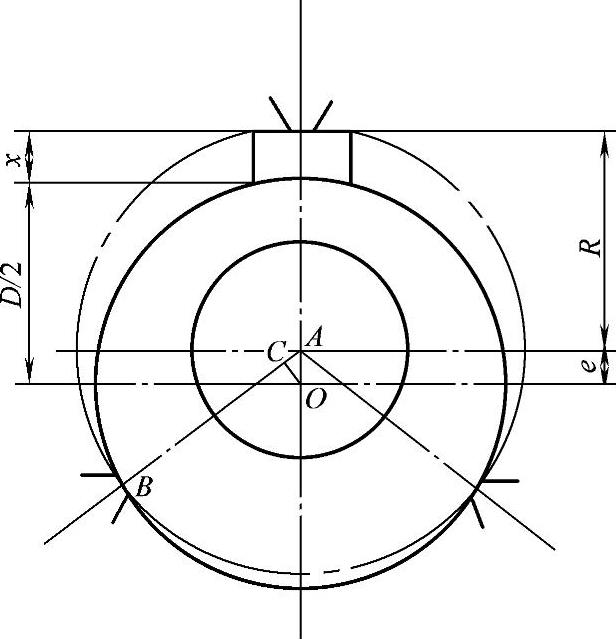
图6-83 三爪自定心卡盘装夹偏心工件的示意图
为简化计算,将根号内配成完全平方式

因为 D>>e
所以 (www.daowen.com)
(www.daowen.com)
因此 对计算值影响很小,即D
对计算值影响很小,即D
因为 R=AB=AC+BC (6-16)
将式(6-13)、式(6-15)代入式(6-16)

由于

将式(6-17)代入式(6-18):

例6:如车削偏心距e=2mm,装夹直径D=ϕ40mm,计算垫片厚度χ。
解:根据式(6-19):
在装夹偏心工件时,由于其他两个卡爪与被夹持的表面形成非相切状态,又受到卡爪面宽度的影响(最好制成圆弧面),用上式计算的垫片厚度存在误差,所以在实践中,还应根据实测的偏心距误差,对垫片厚度作微量调整。
为保证偏心距的一致性,应提高被夹表面的尺寸精度。
3.在偏心卡盘或串接卡盘上加工
在大批量加工精度较高的偏心工件时,可以用偏心卡盘或串接卡盘装夹。
(1)在偏心卡盘上装夹 偏心卡盘分两层,如图6-84所示。底盘5用螺钉固定在车床主轴的连接盘上,偏心体2与底盘燕尾槽配合,偏心体上装有三爪自定心卡盘4,用丝杆1调整卡盘的偏心距e,其大小可在两测量头6、7之间测得。当偏心距为零时,两测头恰好相碰。转动丝杆1时,它们逐渐远离,其远离的距离即为偏心距。
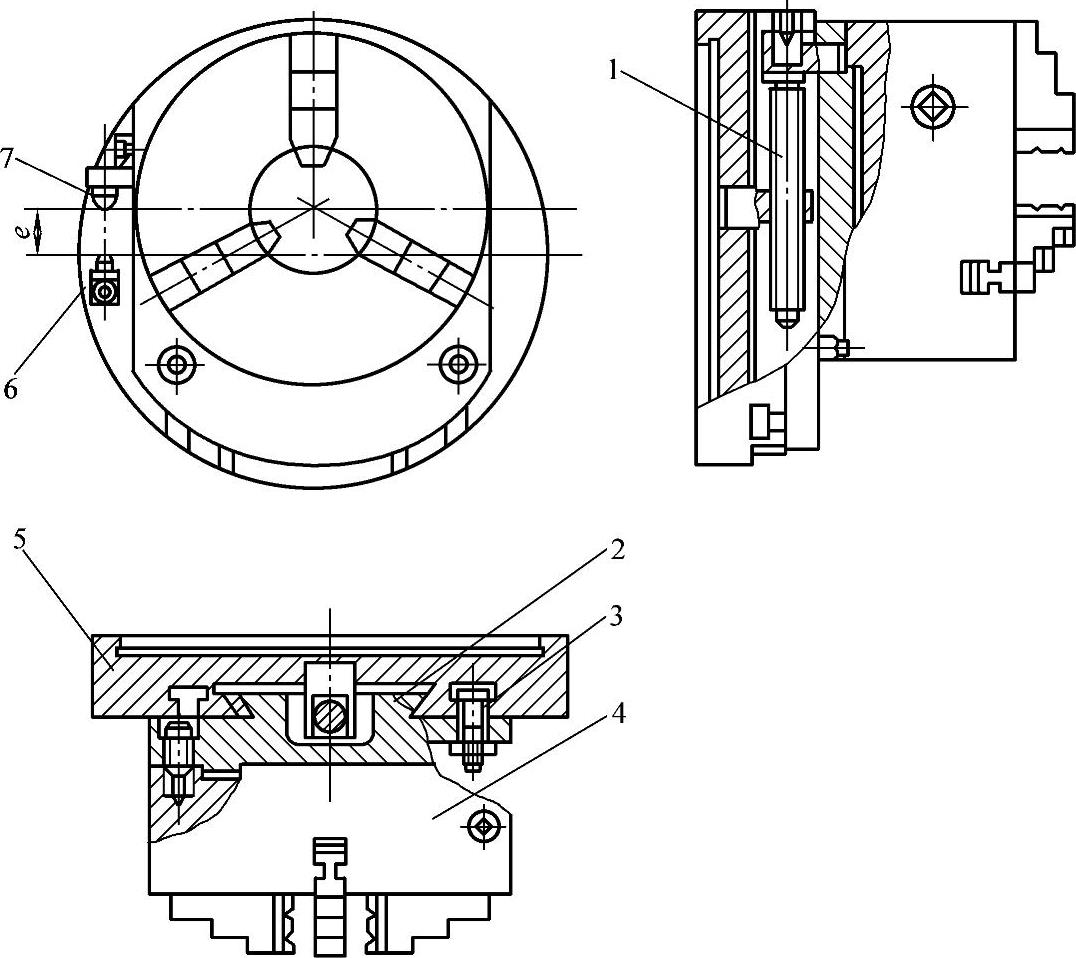
图6-84 偏心卡盘
1—丝杆 2—偏心体 3—T形螺钉 4—三爪自定心卡盘 5—底盘 6、7—测量头
当偏心距调好后,用对称的T形螺钉3紧固后,将偏心工件装夹在三爪自定心卡盘上,进行加工。
偏心卡盘的偏心距可用量块等测得,因此可获得很高的精度。同时操作方便,通用性强,生产效率高,可装夹短轴、盘、套等偏心工件。
(2)在串接卡盘上装夹 把三爪自定心卡盘装夹在四爪单动卡盘上找正后,使三爪自定心卡盘的轴线与主轴轴线偏移一个偏心距e,工件装夹在三爪自定心卡盘上,即可加工,如图6-85所示。
这种装夹方法应采用十字线找正法的程序将首件找正,并检测合格后再大批量生产。而串接的卡盘,其刚性较差,故只适用于偏心不大、长度较短的偏心工件。
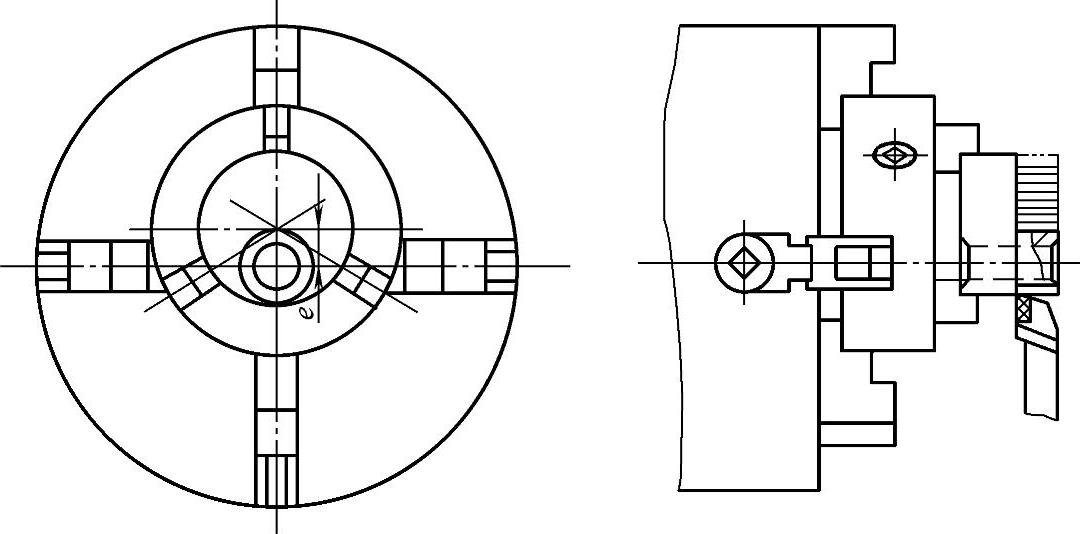
图6-85 在串接卡盘上车削偏心工件
4.用偏心夹具装夹
当大批量加工精度较高的偏心工件时,可制造专用偏心夹具装夹和加工,如图6-86所示。
图6-86a为将工件放置在带开口的偏心套中,用三爪自定心卡盘夹紧;图6-86b为将工件套在带平键的偏心轴上,通过螺母作轴向紧固。这种形式可一次加工多个工件,必要时,可用活顶尖支承。
对于大型的偏心工件,可用花盘、弯板和V形块装夹。
5.装夹在两顶尖间加工
用两顶尖装夹偏心工件,是车削偏心轴、曲轴的常用装夹形式。一般的偏心轴类工件,只要两端可钻中心孔,又有鸡心夹头的装夹位置,都可采用这种形式,如图6-87所示。这种装夹方式的特点是:只要保证各对应的中心孔的加工精度,不必找正,即可保证偏心距的加工精度。其加工操作的主要步骤是:
1)将棒料或锻件按最大尺寸直径或最大轮廓尺寸的直径车成光轴,两端面车平。
2)划线。按划线的程序找出两端的基准面轴线中心和各偏心表面的轴线中心,打出样冲眼。
4)用两顶尖和鸡心夹装在主轴或尾座之间,分步、分段对各部直径和侧面进行切削。
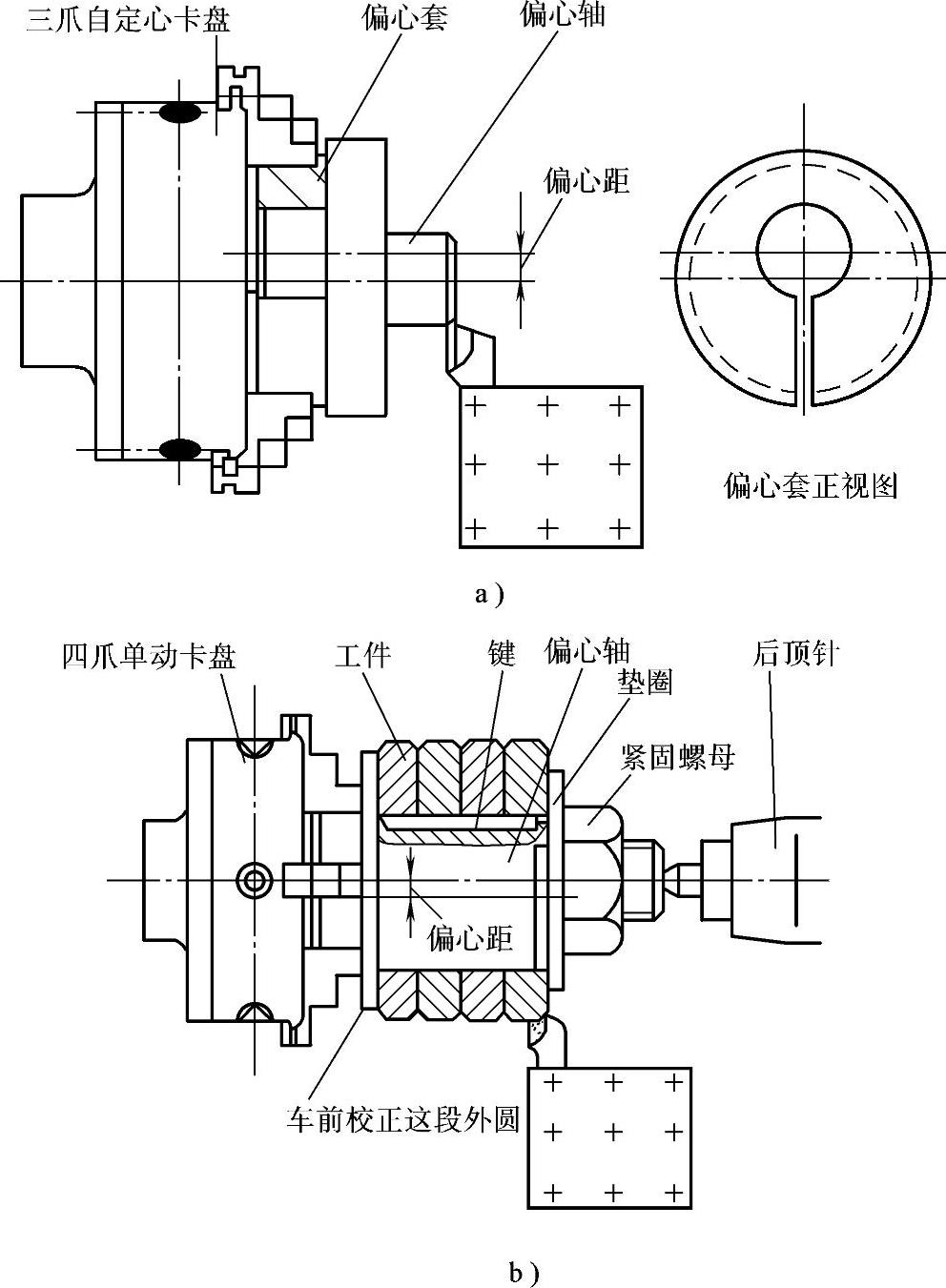
图6-86 车削偏心工件用专用夹具
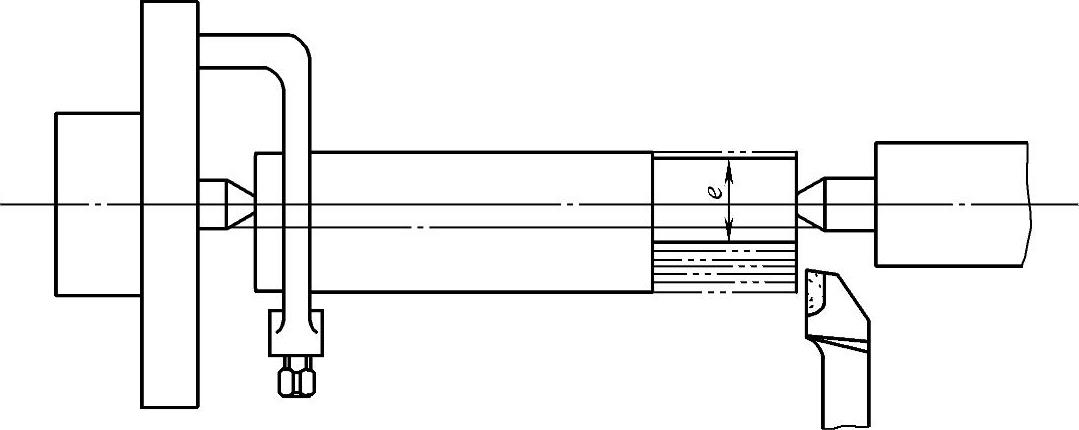
图6-87 用两顶尖装夹偏心工件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






