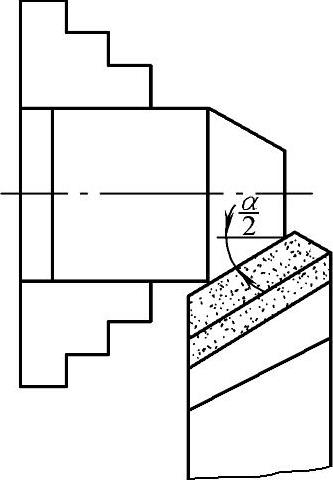
图6-73 宽刃刀车削圆锥
测量圆锥面的加工精度,主要是检测圆锥面的圆锥半角α/2和直径的加工精度。这里主要介绍圆锥半角的加工精度。
在切削圆锥面过程中或完工后,都应对圆锥半角进行反复检测。检测圆锥半角的常用方法有以下几种:
1.用角度样板检测
通过观察样板与被测圆锥面之间的透光状况,检测圆锥半角的加工精度,如图6-74所示。这种方法多用于在大批量生产时,检测精度不高的工件,如锥齿轮的顶锥角等。
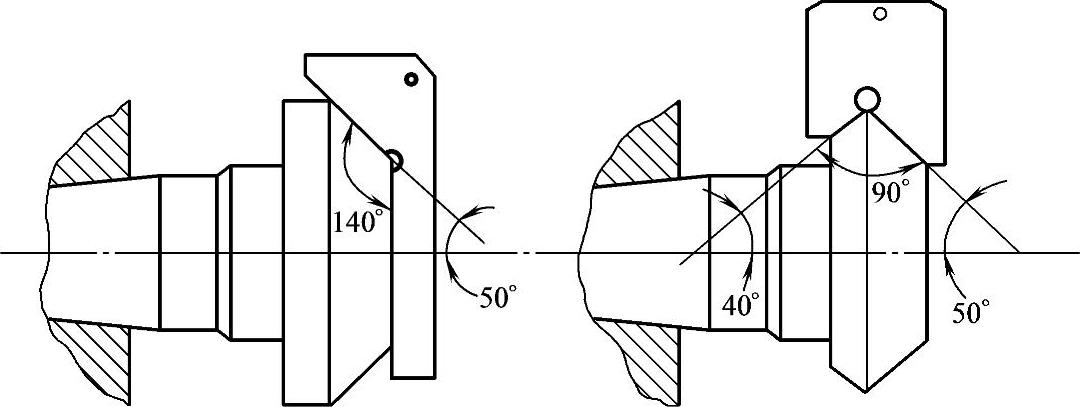
图6-74 用样板测量锥齿轮坯角度
2.用万能角度尺检测
在单件或小批量生产时,可用万能角度尺检测精度不高的工件。通过基尺、直尺和角尺等的不同组合,可以测量0°~320°范围内的任何角度,如图6-75所示。
3.用圆锥量规检测
在检测标准圆锥或配合精度要求较高工件时,可用标准圆锥套规或标准圆锥塞规,分别测量圆锥体或圆锥孔,如图6-76所示。
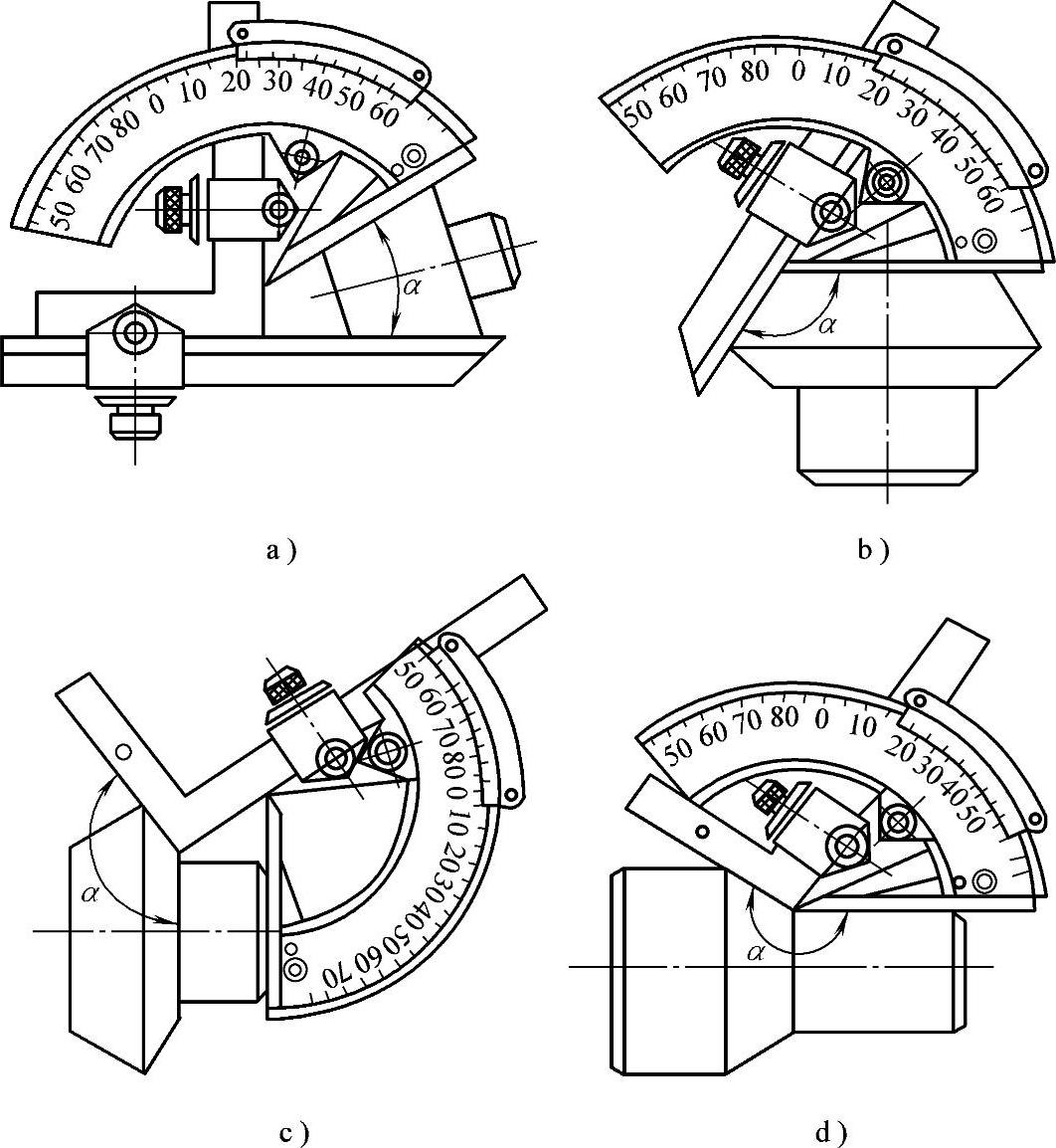
图6-75 用万能角度尺测量工件的方法
涂色的检测方法如图6-77所示。将圆锥体表面擦净后,用红丹粉等显示剂在工件表面顺着圆锥母线,薄而均匀地涂上三条色线,如图6-77a所示。右手握住标准圆锥套规,轻轻套在圆锥体上,稍加轴向推力时,将套规旋转半周后取出,观察显示剂的研合状况。如果显示剂在全长上研合均匀,说明圆锥体接触良好,锥度正确,如图6-77b所示。如果显示剂在大端或小端局部研合,则说明圆锥角过大或过小,应相应地调整圆锥半角;如果显示剂只在两端或中部区域研合,则说明圆锥母线不直,即出现双曲线误差,应从小滑板移动的直线度、平行度或刀尖安装的高度上找出原因。
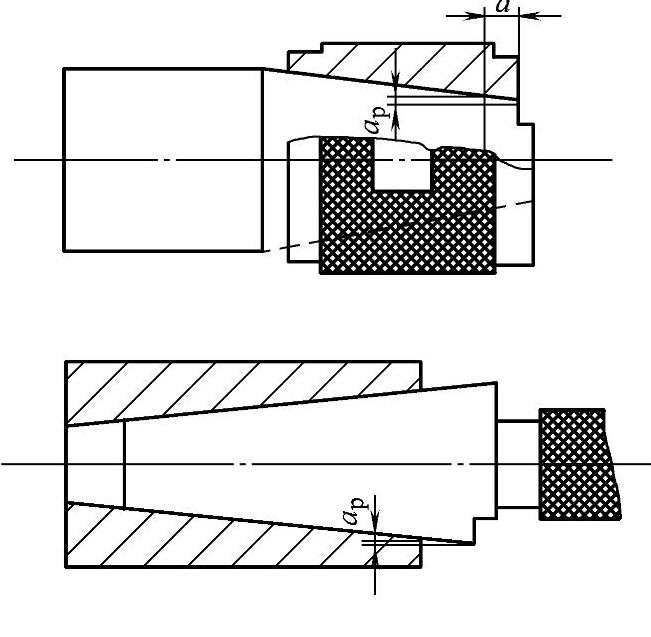
图6-76 用圆锥量规检测
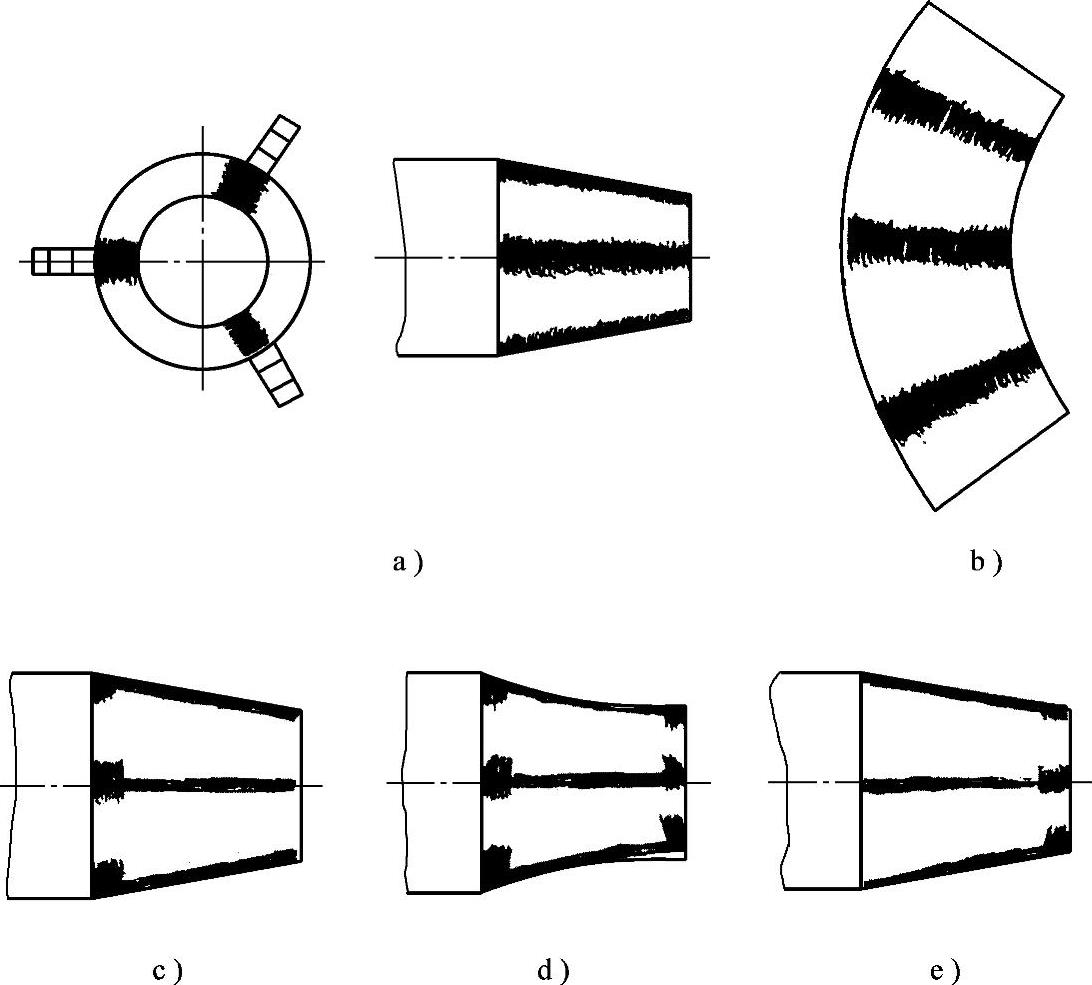
图6-77 涂色的检测方法
4.用正弦规测量
正弦规是利用直角三角形的函数关系测量角度的精密量具,它由一块精确的长方体和两个直径相同的精密圆柱组成,如图6-78所示。
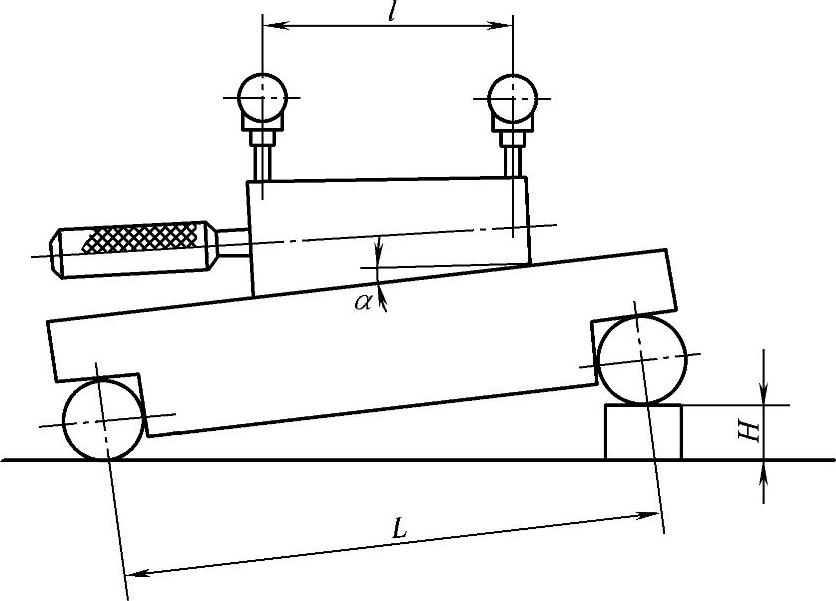
图6-78 正弦规测量法
用正弦规测量时,应在精度较高的平板上进行。将两圆柱放置在平板上,正弦规放置在两圆柱上面,在一端的圆柱下塞入量块,量块的高度H用下式计算
H=Lsinα (6-8)
式中 H——量块的高度(mm);
L——正弦规中心距(一般有100、200两种)(mm);
α——被测工件的圆锥角(°)。
再将工件放在正弦规上,用百分表检测工件两端的高度差,如在两端百分表读数相同,说明圆锥角正确。
若两端百分表读数差为Δd,工件的测量长度为l时,工件圆锥角α的角度误差sinΔ为
例4:用正弦规测量莫氏4号锥柄的圆锥角为2°58′30″,已知正弦规中心L=200 mm,应垫多高的量块?如果测量长度l=120mm上的高度误差为0.072mm,工件的圆锥度α的角度误差是多少?
解:根据式(6-8)
H=Lsinα=200×sin2°58′30″=200×0.0519mm=10.38mm
根据式(6-9) (https://www.daowen.com)
(https://www.daowen.com)
查三角函数表得:Δ=2′。
5.用钢球测量
在测定出圆锥孔的大端直径后,可以用钢球检测圆锥半角α,即将适当尺寸的钢球放入圆锥孔内,并露出锥孔端面,如图6-79所示。
设测定的大端直径为D,钢球半径为r,钢球露出的高度为H。作圆锥面的延长线,相交于C,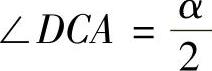 ,从O点作DC的垂线,相交于B。
,从O点作DC的垂线,相交于B。
(1)在直角三角形DOA中,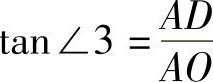 由于
由于 所以
所以
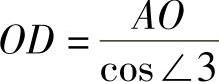
图6-79 用一个钢球测量锥孔斜角
D—锥孔大端直径 r—钢球半径 H—钢球露出部分直径 α—锥孔斜角
(2)在直角三角形DOB中
由于

所以

(3)在直角三角形COB中
∠1=180°-∠2-∠3
所以

例5:用图6-79的方法测量圆锥孔半角,已知锥孔大端直径D=25mm,选用r=11mm的钢球,测得H=6mm,求

。
解:(1)根据式(6-9)求∠3:

查表得∠3=68°12′。
(2)根据式(6-10)求∠2

查表得∠2=35°11′。
(3)根据式(6-11)求


免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





