在零件上设置沟槽,一是为了便于后序的加工,如车削螺纹的退刀槽、磨削加工的越程槽等;二是保证零件在装配时,轴向定位的准确性,如轴肩槽;三是为随意移动或紧固用的T形槽和燕尾槽等;四是在相互移动的配合面上,设置不同形式的润滑槽,以及起密封或防尘作用的密封槽和防尘槽等。
沟槽的结构形式有矩形槽、成形槽、斜沟槽和端面槽等。根据沟槽部位,可分为外沟槽和内沟槽。
1.矩形槽的切削
在车削矩形槽时,车槽刀的几何参数和安装方法与切断刀大体相似,它们同样具有两个对称的刀尖、副偏角和副后角,主切削刃与工件轴线平行。
切削矩形槽的基本方法是:
1)在切削较窄的矩形槽时,主切削刃宽度与沟槽的宽度相等,刀头长度略大于槽深,车刀一次直进车出。
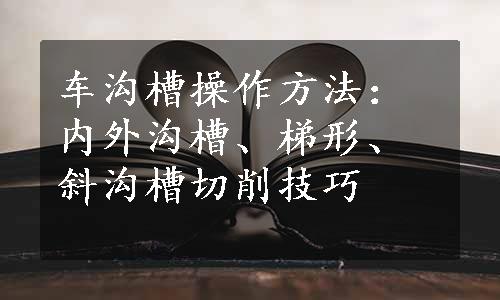
2)车削较宽的矩形槽,可用较窄的切槽刀,分几次左右窜刀粗车,在槽底面和两侧面留出余量后,用精车刀车至尺寸,如图6-50所示。
2.成形槽的切削
成形槽包括圆弧槽和梯形槽等。
1)较窄的圆弧槽或梯形槽,将车槽刀刃磨成与成形槽的形状和尺寸相同的形式,一次横向进给车出。
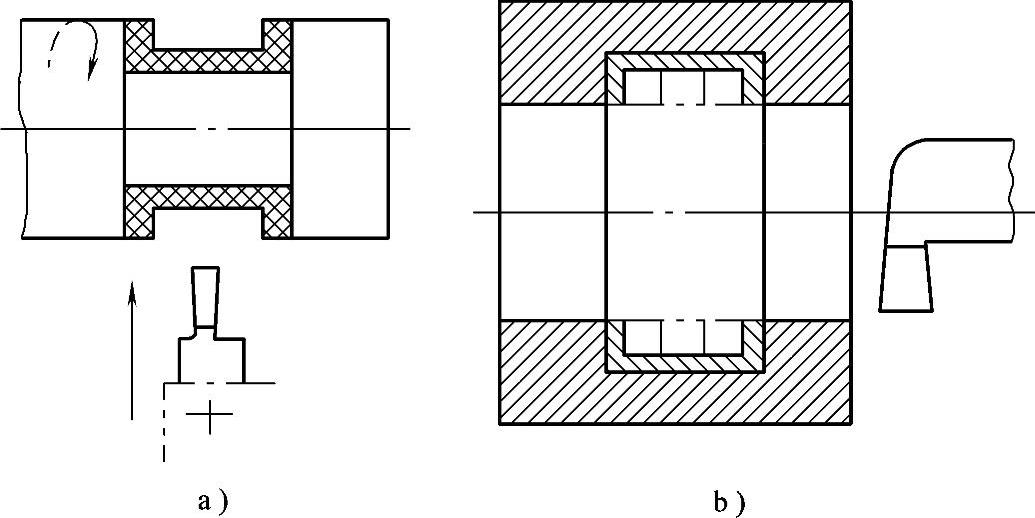
图6-50 内沟槽车削方法
2)较宽较深的成形槽,特别是内孔的成形槽,由于受到车刀刚度的制约,往往采取以下两种方法:
①分两步切削。一般是先用切槽刀车出直槽,然后用成形刀车削成形,如图6-51所示。
②左右窜刀进给或斜向进给。当成形槽特宽特深时,可在中滑板横向进给的同时,摇动小滑板,使车刀作或左或右的微量移动,形成单面切削的左右窜刀进给;或在中滑板横向进给的同时,摇动小滑板,使车刀沿一个方向作微量移动的单面斜向进给。粗车后留有余量,再用精车刀车至尺寸。
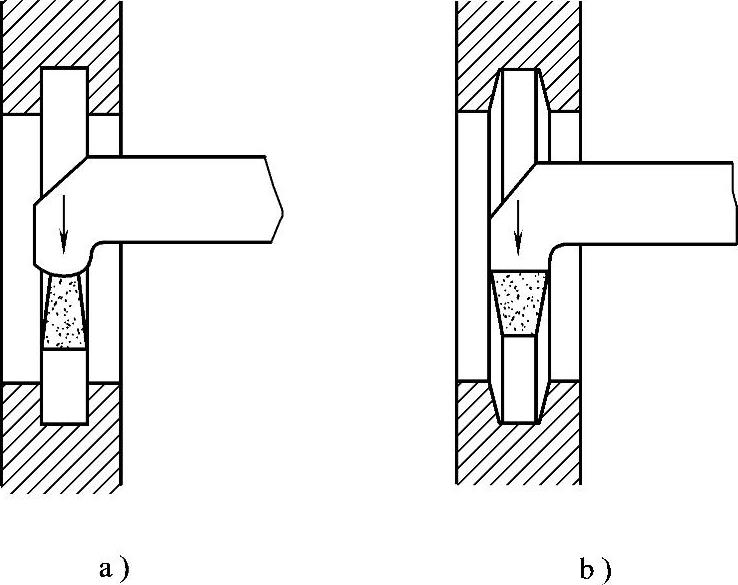
图6-51 梯形密封槽的车削方法
a)车直槽 b)车梯形槽
3.斜沟槽的切削
斜沟槽是用于同时磨削圆柱面和端面的越程槽,形成圆柱面和端面两个方向的空刀。(www.daowen.com)
斜沟槽分直线形和圆弧形,一般倾斜度为45°,切槽刀具有内孔车刀的特点,应当根据沟槽圆弧的大小,在切削刃各部,都应磨成相应的圆弧后角,如图6-52所示。
切削时,将小滑板转到45°,用小滑板一次切削成形。
4.端面槽的切削
切削端面槽的切槽刀,具有外圆车刀和内孔车刀的综合特性,内外两个刀尖,一个相当于外圆车刀,另一个相当于内孔车刀。因此,应根据它们各自的切削特点,刃磨切槽刀。
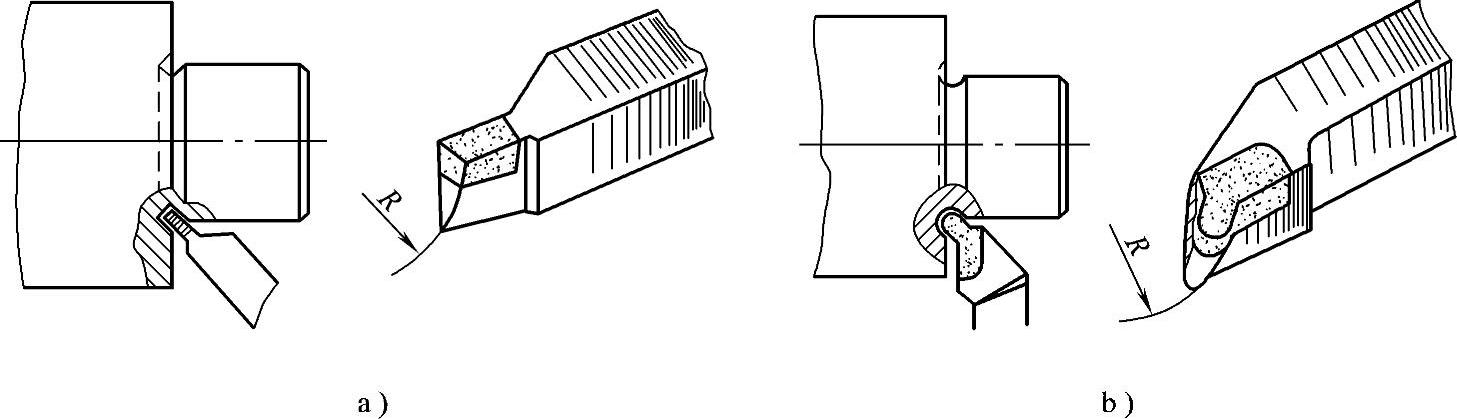
图6-52 斜沟槽切削
(1)车端面直槽 端面直槽切槽刀的几何形状如图6-53所示。车刀外侧刀尖a相当于车削内孔,因此它的副后面应按端面圆弧的大小,磨出相应的圆弧形副后角R,以防止副后面与外槽面相碰。
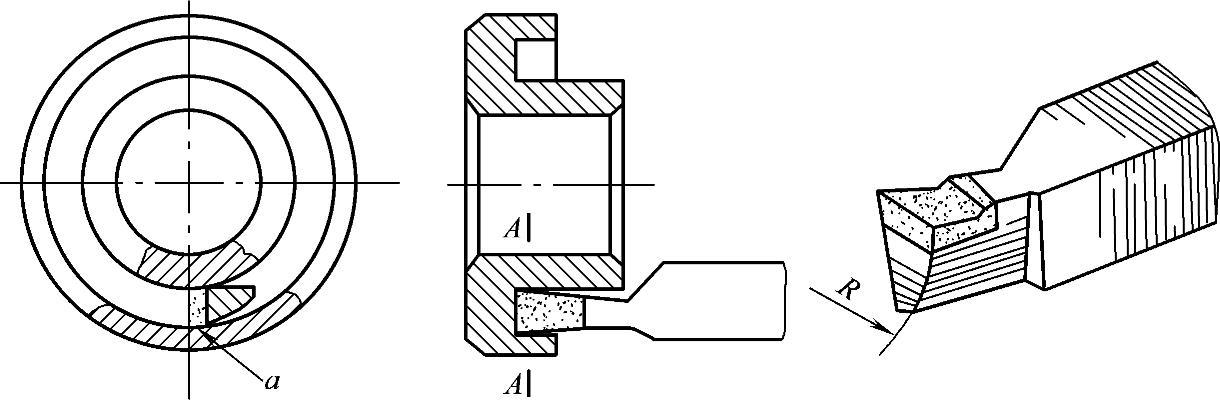
图6-53 端面直槽车槽刀的几何形状
(2)车T形槽 车T形槽,应用三种车刀分三步进行,如图6-54所示。
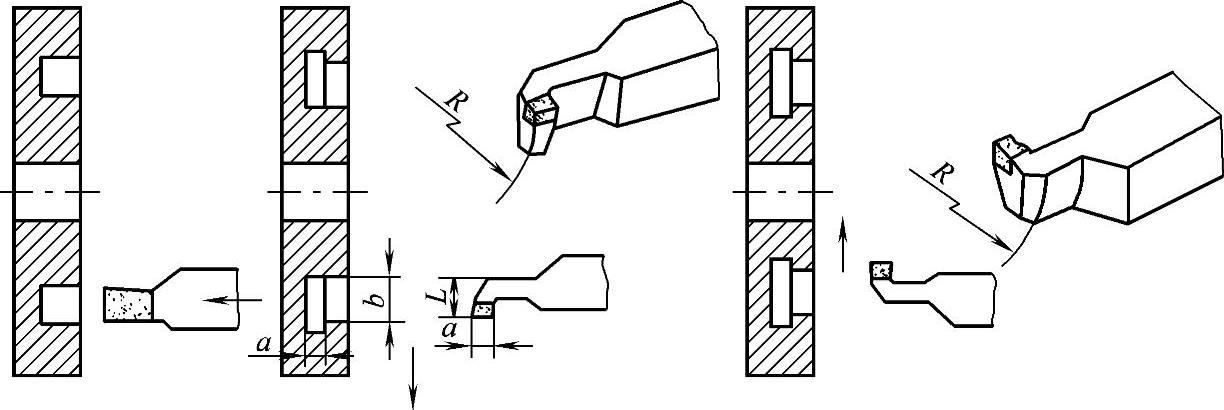
图6-54 T形槽车刀与T形槽的车削方法
1)用端面直槽切槽刀,纵向进给,车出端面直槽。
2)改用弯头右切槽刀,如同车内孔直槽,车出外侧沟槽。
3)用弯头左切槽刀,车出内侧沟槽。
(3)车燕尾槽 车燕尾槽的步骤和方法与切削T形槽的方法基本相同,也用三种车刀分三步进行,即先车端面直槽后,分别使用左、右斜面成形刀,使燕尾槽成形,如图6-55所示。
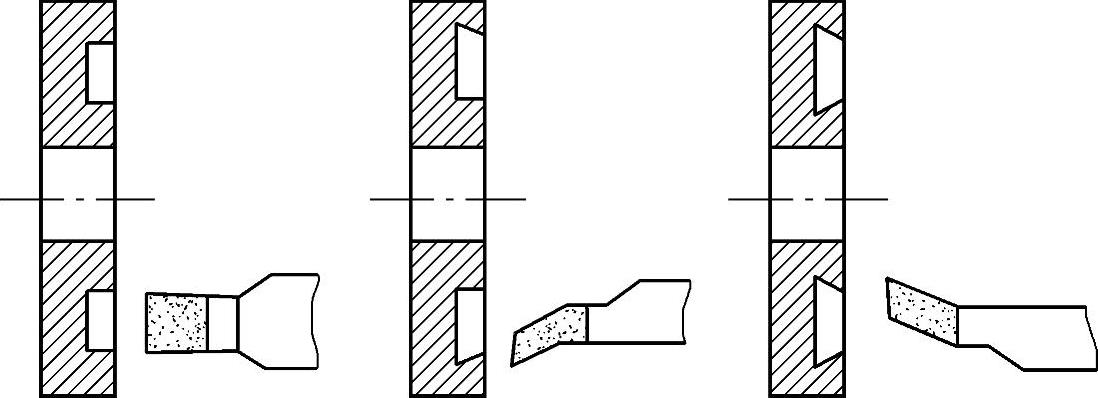
图6-55 燕尾槽的加工顺序
在车削T形槽和燕尾槽时,车削外侧的切削刃,也应按照内孔车刀的原则刃磨。又由于端面直槽的宽度有限,左、右弯头切槽刀和左、右斜面成形刀的刀杆较细,刀头的强度较差,所以应适当减小进给量,并随时观察排屑状况,及时清除。在使用高速钢车刀时,也应降低切削速度,并加注切削液。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






