【摘要】:图6-41 内孔车刀的有序排屑示意图内孔车刀的刃倾角λs=5°,采用直线圆弧型内斜式卷屑槽,选取较为开放的反屑角δBN=60°,使排屑流畅,切屑卷曲而不折断。增大进给量,切削层厚度增大,切屑的变形程度随之增加,即易于折断。因此在选择或调整切削用量时,使切屑变形小,从而表面光滑而无明显的裂痕,具有一定的韧性而不被折断,达到有序排屑的效果。
在1963年我们车削了一批40Cr的深孔套筒,一端用四爪单动卡盘夹持,另一端用中心架支承。开始在粗车加工时,采用常规的内孔车刀,出现的突出问题是排屑不畅,切屑杂乱无章地环绕堵塞在内孔和刀杆上,使切削刃受到损伤,不得不经常退出车刀,清除切屑后再继续切削,影响切削效率。又由于刀杆太长,刚度较差,很难实现断屑。经研究和试切修正,我们采用了刃倾角为正的内孔车刀,使切屑向车床主轴锥孔方向流动,并沿着主轴孔有序排出,如图6-41所示。
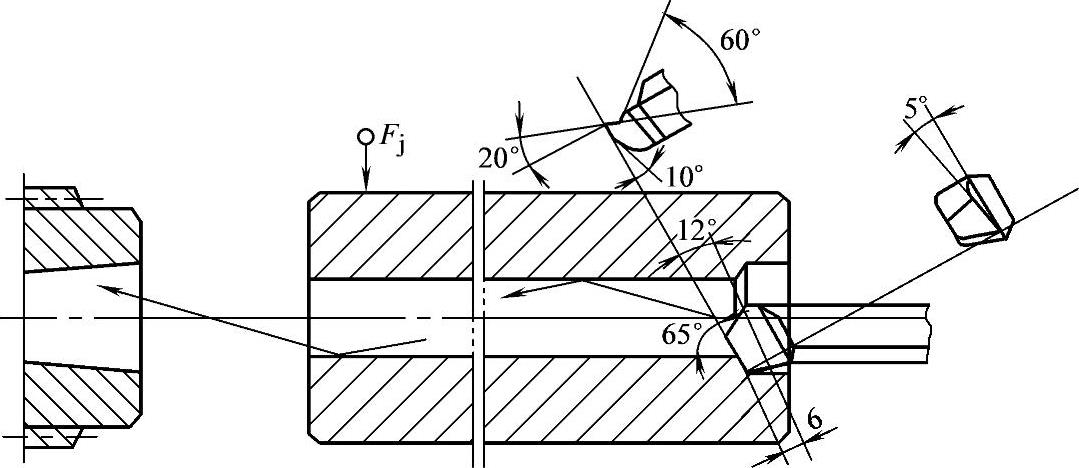
图6-41 内孔车刀的有序排屑示意图
内孔车刀的刃倾角λs=5°,采用直线圆弧型内斜式卷屑槽,选取较为开放的反屑角δBN=60°,使排屑流畅,切屑卷曲而不折断。倾斜角τ=12°,使卷屑槽前窄后宽、前浅后深,前槽宽LBN=6mm。这样在采用进刀量f=0.5mm时,在切削速度较高的前端,切削从刀前角流出后,先接触反屑面,并以较小的弯曲半径弯曲;而在切削速度较低的后端,由于卷屑槽较宽较深,切屑则以较大的弯曲半径弯曲,形成表面光滑的圆锥形螺旋切屑,连续不断地向未加工表面的方向流出。(www.daowen.com)
切屑能否按预设的方向向主轴轴孔流动,还取决于以下几个因素:
1)主偏角κr可基本确定切屑的大体流向。内孔车刀采用主偏角κr=60°,可导致切削流向的倾斜度平滑,易于沿内孔流动。
2)切削用量可影响切屑的变形程度。增大进给量,切削层厚度增大,切屑的变形程度随之增加,即易于折断。提高切削速度,急剧上升的切削温度可使切屑变软,从而提高了切屑的韧性而不易折断。因此在选择或调整切削用量时,使切屑变形小,从而表面光滑而无明显的裂痕,具有一定的韧性而不被折断,达到有序排屑的效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关师傅教你学车工的文章




