在车削过程中,车刀与工件或切屑在切削区域经受强烈的冲击和摩擦,使锋利的切削刃产生磨损现象。当车刀磨损到一定程度时,如不及时进行重磨或更换,会使切削力增大,切削温度升高,表面粗糙度值加大,从而影响加工精度、切削效率和生产成本。因此分析和研究车刀的磨损状况,设法缓解车刀的磨损程度,提高车刀的使用寿命,有重要的实际意义。
1.车刀的磨损形式
车刀的磨损形式分正常磨损和非正常磨损两种。
(1)正常磨损 正常磨损是指车刀在切削过程中,后面和前面分别与工件表面和切屑发生剧烈摩擦,同时承受着很高的温度和压力状态下发生的。因此,车刀的正常磨损主要发生在后面和前面,主要有以下三种形式,如图5-30所示。
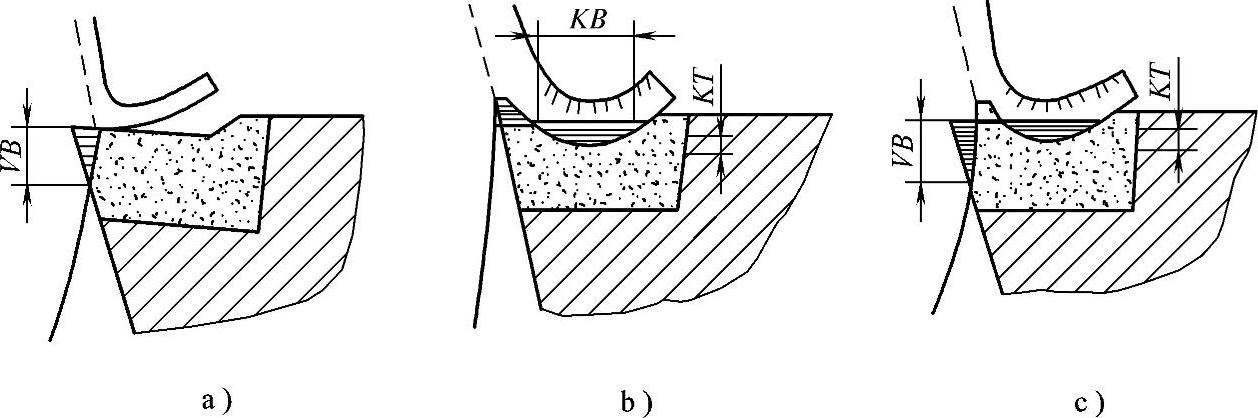
图5-30 刀具的磨损形式
a)后面磨损 b)前面磨损 c)前、后面同时磨损
1)后面磨损。后面磨损主要发生在与切削刃相邻的后面上,如图5-30a所示。后面磨损后,形成后角α0≤0°的棱面,使切削力增大,切削温度增高,工件表面质量降低。后面磨损往往是不均匀的,在刀尖部位,由于强度和散热条件较差,并靠近工件表面,所以磨损较大,其他部位则比较均匀。它的平均磨损程度一般用棱面高度VB表示。
后面磨损一般在切削如灰铸铁等脆性金属材料和以较小的切削厚度(ac<0.1mm)切削塑性金属材料的情况下发生的。因为在这些情况下,前面与切屑的接触面较小,所承受的切削压力和摩擦力都不大,故车刀的磨损主要发生在后面上。
2)前面磨损。在采用较高的切削速度和较大的切屑厚度切削塑性材料时,车刀磨损主要集中在前面上。切屑从前面流出,由于高温、高压的强烈摩擦作用,使前面与切屑摩擦最为剧烈的切削刃口附近磨出宽为KB、深为KT的月牙洼,如图5-30b所示。
在初始阶段,一般不影响正常切削,可不必修磨。但随着切削的连续进行,使月牙洼的宽度和深度逐渐增大,并向刃口扩展,当扩展到刃口边缘时,使切削刃的强度降低,极易导致崩刃的现象发生。
3)前、后面同时磨损。这时介于前面磨损和后面磨损两种形式之间的磨损形式,前面的月牙洼和后面的磨损棱面同时产生,如图5-30c所示。
这种磨损发生的条件介于以上两种磨损之间,即在加工塑性金属材料时,切削厚度ac在0.1~0.5mm和中等切削速度的情况下发生的。出现这种情况,应及时修磨后面,前面是否修磨,则根据实际情况确定。
为便于测定车刀正常磨损的磨损程度,通常都按后面磨损棱面的高度VB表示。
(2)非正常磨损 非正常磨损是指车刀由于受到意外的冲击、振动及热效应等原因出现崩刃、碎断或卷刃等现象,常见的形式主要有以下几种形式:
1)破损。在切削刃或刀面上产生裂纹、崩刃或碎裂,导致车刀完全报废的现象,称为破损。硬质合金刀片由于质地较脆,容易产生细微的裂纹,并逐渐扩大而破损。高速钢车刀则因车刀几何参数或切削用量选择不当使车刀破损的。
车刀的破损现象主要发生在以下几种情况下:
①硬质合金车刀在焊接、刃磨或工作状态下,由于受到热胀冷缩或剧烈冲击等物理现象各因素的影响,极容易产生细微的裂纹,并随着连续的切削而逐渐扩大和延伸,最终导致车刀破损。
②切削用量选择过大,切削功率超过车床允许范围时,产生闷车,使车刀崩刃破损。
③在加工深孔或切断工件时,如果车刀几何参数,特别是卷屑槽形式选择不当,导致排屑不畅,切屑无序地缠绕在车刀和工件已加工表面的缝隙中,使刚度较差的内孔或切断刀的刀头断裂。
④在车削螺距较大的螺纹时,会因进刀量不均或切削刃磨钝等因素,产生“扎刀”现象。严重时,既损坏刀具,也可能使工件报废。
2)卷刃。在切削过程中,切削刃部或刀面产生塌陷或局部产生塑性变形的现象,称为卷刃。卷刃现象主要发生在以下几种情况下:
①硬度较低的车刀切削硬度较高的工件。
②切削温度超过了刀具材料的耐热温度。如高速钢刀具,当切削温度超过它的相变温度时,使车刀硬度下降产生卷刃,失去切削能力。
2.车刀磨损的原因
车刀在高温和高压的工作条件下,受到机械、物理、化学等方面的综合作用而产生磨损。车刀磨损的主要原因有如下几个方面:(https://www.daowen.com)
(1)磨粒磨损 在工件材料内或切屑中含有一些比刀具材料硬度更高的硬质点,如碳化物、氧化物、氮化物和脱落的积屑瘤碎片等硬粒,它们在切削过程中,在刀具表面上刻划出深浅不一的沟痕,造成刀具的机械擦伤,所以又称为机械擦伤磨损。
(2)扩散磨损 在高温状态下,刀具与工件、切屑的新鲜切削表面相接触,使刀具材料和工件材料中的合金元素相互扩散。如硬质合金表层的钴、钛、钨等扩散到切屑中去,而切屑中的铁元素也会扩散到硬质合金刀具的表层,改变了刀具表层的化学成分,使其硬度和强度明显下降,从而加剧了刀具的磨损。
扩散磨损是一种化学性质的磨损,一般与切削温度有关。硬质合金刀具与碳钢产生显著扩散作用的温度是:
YG类:约850~900℃
YT类:约900~950℃
(3)粘接磨损 在切削塑性金属材料时,刀具在较大的正压力和一定的温度(300~400℃)作用下,切屑与前面或工件与后面之间的吸附膜遭到破坏,形成新鲜的表面而紧密接触。这样切屑在沿前面流动时产生很大的摩擦力,使得切屑底层出现滞留现象,导致切屑和从工件上散落的金属碎块,不断地冷焊在切削刃部,从而发生粘接现象。而接触面间切屑不断地相对运动,又导致粘接处产生撕裂,使刀具表面的微粒被切屑带走,从而使刀具磨损。
粘接磨损又称冷焊磨损,一般在中等偏低的切削速度下容易产生。用YT类硬质合金车刀加工钛合金或含钛的不锈钢等较难加工的材料,也会产生粘接磨损。这种磨损大规模发生时,会导致崩刃的现象发生。
(4)相变磨损 相变磨损是指切削温度升高到刀具材料的相变温度时,刀具材料的金相组织发生变化,使硬度明显下降,从而造成刀具的磨损。如高速钢的相变温度是550~600℃,当切削温度超过这个温度时,金相组织由硬度较高的马氏体转变成硬度偏低的奥氏体,使高速钢车刀发生急剧的磨损,失去切削能力。
(5)氧化磨损 当切削温度较高时(700~800℃),空气中的氧极易与硬质合金中的钴、碳化钨、碳化钛等合金元素发生氧化反应,产生如Co3O4、WO、TiO2等一些疏松脆弱的氧化物,容易被切屑抹试掉而形成的刀具磨损。
3.刀具磨损过程
刀具的磨损随切削的连续进行而逐渐增加。刀具的磨损过程可用磨损曲线表示,如图5-31所示。实践证明,刀具磨损过程可分为三个阶段。
(1)初期磨损阶段(Ⅰ)在刀具开始切削的短时间内,车刀磨损较快。这是因为新刃磨的车刀切削刃锋利,后面与工件过渡表面的实际接触面积较小,使切削刃单位面积受力较大,以及后面表面粗糙不平等缺陷造成的。磨损量的大小取决于车刀的刃磨和研磨的质量,一般初期磨损量为0.05~0.1mm。
(2)正常磨损阶段(Ⅱ)经过初期磨损之后,使切削刃部比较光滑,并在后面被磨出一条较窄的磨损带,使接触面积增大,压强减小,刀具受力均匀。提高抗压能力,从而磨损量VB随着切削时间的增长以缓慢而均匀的速度增大,在图中形成一条斜率不大的直线。这个阶段是车刀工作的有效期,使用车刀时,不应超过这一阶段。
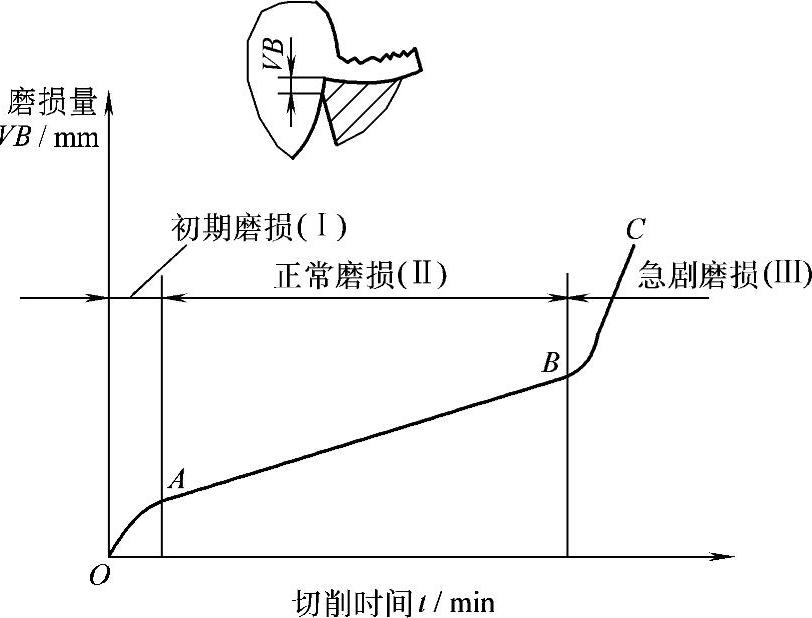
图5-31 刀具磨损过程曲线
(3)急剧磨损阶段(Ⅲ)随着磨损量的不断增大,使切削刃变钝,引起切削力的增大和切削温度的提高。当磨损量达到某一数值(如B点)以后,刀具与工件的接触状况显著恶化,剧烈的机械摩擦引起切削温度的急剧上升。在高温状态下,高速钢车刀会产生相变磨损,硬质合金车刀会产生扩散磨损等,从而使刀具由缓慢的正常磨损转化为急剧磨损,导致刀具的烧损或破损,失去正常的切削能力。所以在这种情况发生前,应及时重磨或更换车刀,避免这种现象的发生。
4.车刀磨钝标准
从车刀磨损过程曲线看出,任何一把车刀都不可能无限地使用下去。为延长车刀的使用寿命和保证工件的加工质量,必须在磨损量达到急剧磨损阶段之前,就应该对车刀进行重新刃磨或更换新刀。所以对车刀规定了一个合理的允许磨损量的最大值,即车刀的磨钝标准,又称磨损限度。
在切削过程中,后面均会产生磨损,而后面的磨损对加工质量和切削力、切削温度的影响较大,同时后面的磨损量易于观察、测量和控制。所以车刀的磨钝标准通常也按后面磨损棱面的高度VB表示,测量单位为mm。
在生产实践中,由于加工条件和加工要求的不同,车刀磨钝标准的制定原则也不同,通常分为粗加工磨钝标准和精加工磨钝标准。
(1)粗加工磨钝标准 粗加工磨钝标准又称为经济磨钝标准,它是以经济成本为出发点,使车刀一次的切削时间和重磨次数的乘积为最大值,即使车刀的使用寿命最长为原则,制定的磨损限度。磨钝标准数值一般选用正常磨损阶段终了时的磨损值。
(2)精加工磨钝标准 精加工磨钝标准是在保证工件加工精度和表面粗糙度的工艺条件下制定的,所以又称工艺磨钝标准。当已加工表面的表面粗糙度开始不符合技术要求时,车刀后面的磨损尺寸即为工艺磨钝标准的数值。
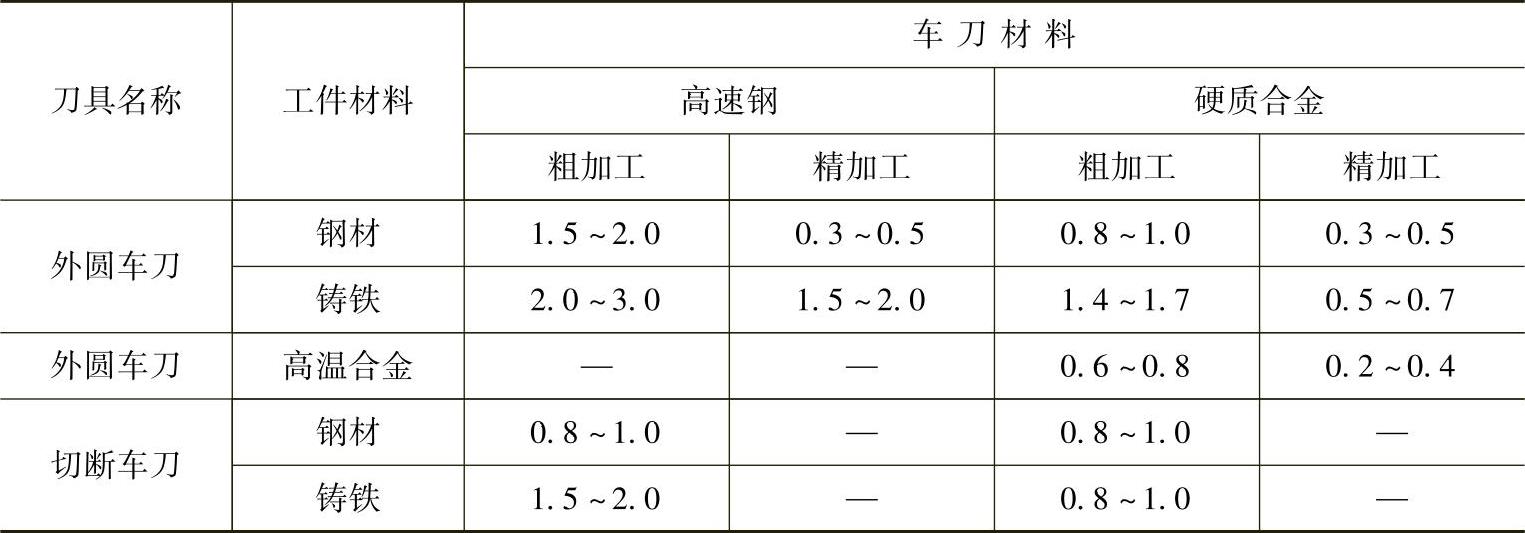
表5-10为常用车刀的磨钝标准。但由于切削直径的不同,车刀的磨损状况也随之不同,所以表5-10为常用车刀的通常磨钝标准,仅供选用时参考。
表5-10 常用车刀的磨钝标准 (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





